WebMag Dezember 2023Ausgabe #112 - 07/12/2023
Jahreshighlights 2023 und neue Produkte und Lösungen von der sps in Nürnberg
Direktzugriff
Neues aus der Industrie I: JUMO | Mitsubishi Electric | Deutsche Messe3 Neues aus der Industrie II: Pepperl + Fuchs | Siemens | Schneider Electric4 Neues aus der Industrie III: Mesago | ABB | PI5 Stabilus (Anzeige)6 Erkennen, Sortieren, Zählen – AI-Vision in wenigen Schritten integrieren7 Intelligente Inspektion: Baumer | SICK8 Modulare Automatisierungslösung für den Hochgeschwindigkeitsdruck9 Smarte Komponenten: Phoenix Components | Yaskawa | JUMO10 UNITRONICS (Anzeige)11 Smarte Komponenten II: Metz Connect | Kontron | Deutschmann Automation12 Antriebe & Motoren I: Stabilus | igus13 Antriebe & Motoren II: Beckhoff | Portescap | Faulhaber14 Intelligente Produktion und Logistik: Kübler | Contrinex15 Neue Produkte und Lösungen I16 Neue Produkte und Lösungen II17 Neue Produkte und Lösungen III18 Exklusiv-Interview19 Intelligente Produktionsprozesse20Firmen in dieser Ausgabe
Dr. Fritz Faulhaber GmbH & Co. KG14 Hans Turck GmbH & Co. KG16 igus SE & Co. KG13 JUMO GmbH & Co. KG10 Traco Electronic AG16 Unitronics11 YAMAICHI ELECTRONICS Deutschland GmbH19ArtiMinds Robotics GmbH20 Baumer GmbH8 Beckhoff Automation GmbH14 BMR elektrischer & elektronischer Gerätebau GmbH17 Contrinex Sensor GmbH15 Deutschmann Automation GmbH & Co. KG12 Dr. Fritz Faulhaber GmbH & Co. KG14 Evotron GmbH & Co. KG18 Hans Turck GmbH & Co. KG16 HARTING KGaA20 IDS Imaging Development Systems GmbH7 igus SE & Co. KG13 IMS Connector Systems GmbH18



















#2
#3 Neues aus der Industrie I: JUMO | Mitsubishi Electric | Deutsche Messe
#4 Neues aus der Industrie II: Pepperl + Fuchs | Siemens | Schneider Electric
#5 Neues aus der Industrie III: Mesago | ABB | PI
#6 Stabilus (Anzeige)
#7 Erkennen, Sortieren, Zählen – AI-Vision in wenigen Schritten integrieren
#8 Intelligente Inspektion: Baumer | SICK
#9 Modulare Automatisierungslösung für den Hochgeschwindigkeitsdruck
#10 Smarte Komponenten: Phoenix Components | Yaskawa | JUMO
#11 UNITRONICS (Anzeige)
#12 Smarte Komponenten II: Metz Connect | Kontron | Deutschmann Automation
#13 Antriebe & Motoren I: Stabilus | igus
#14 Antriebe & Motoren II: Beckhoff | Portescap | Faulhaber
#15 Intelligente Produktion und Logistik: Kübler | Contrinex
#16 Neue Produkte und Lösungen I
#17 Neue Produkte und Lösungen II
#18 Neue Produkte und Lösungen III
#19 Exklusiv-Interview
#20 Intelligente Produktionsprozesse
#21
#22
Neues JUMO-Werk in Fulda feiert nach 8 Monaten Bauzeit Richtfest
Projekt weiterhin voll im Zeit- und Kostenplan, Gesellschafter Bernhard Juchheim zieht positive Zwischenbilanz.

„Wir alle sind beeindruckt, mit welcher Effizienz und Motivation Sie unser Werk hier auf der grünen Wiese hochziehen“, lobte JUMO-Gesellschafter Bernhard Juchheim die beteiligten Bau- und Handwerksunternehmen. Nur acht Monate hat es vom ersten Spatenstich bis zur Feier des Richtfests für das neue JUMO-Werk SENSILO im Technologiepark Fulda-West gedauert.
„Ein Richtfest in Rekordzeit! Das zeigt mir die enge Teamarbeit und das gegenseitige Verständnis der Partnerfirmen untereinander für die jeweilige Arbeit des anderen“, betonte Juchheim weiter. Die gesamte Bau-Mannschaft sei eingespielt und lasse sich auch nicht durch schlechte Witterung aufhalten „Die Zusammenarbeit der einzelnen Gewerke läuft hier perfekt Hand in Hand.“
Auch die Kosten bewegen sich weiterhin im geplanten Rahmen, wie Projektleiter Stefan Reith unterstrich. „Die Bau- und Handwerksfirmen verfügen über ein enormes Fachwissen und jahrelange Erfahrung. Das sind zwei weitere Gründe für den zügigen Baufortschritt“, erklärte Reith. Trotz der seit Baubeginn gestiegenen Materialkosten und Nachforderungen des Brandschutzes liege JUMO zurzeit gut 15 Prozent unterhalb der prognostizierten Kosten. Die für das Projekt entwickelte Projektmethode konnte ihre Vorteile bisher voll ausspielen, so Reith.
„Unser Modell hatte den großen Vorteil, dass sich die Verantwortlichen der Firmen schon zwölf Monate kannten, ehe sie auf die Baustelle gingen“, ergänzte er. Bei dem Modell der integrierten Projektabwicklung werden die Bauausführenden schon zu Beginn der Planungsphase in das Projekt integriert und kennen daher viele Details.
Produktionsfläche von rund 13 000 Quadratmetern
JUMO errichtet im Technologiepark ein Werk für die Fertigung von Temperatur- und Drucksensoren mit einer Produktionsfläche von rund 13 000 Quadratmetern. Diese Produktbereiche sind zuletzt überdurchschnittlich stark gewachsen. JUMO sieht hier daher auch in den nächsten Jahren ein großes Potenzial. Mit rund 50 Millionen Euro ist der Neubau die größte Investition in der JUMO-Geschichte.
Nach der Richtfest-Feierlichkeit geht es nun zügig weiter: Mitte Dezember steht der Einbau der Sprinklerleitung an. Kurz vor Weihnachten wird das Dachtragwerk aus Holz und Ende Januar 2024 dann das Trapezblech fertiggestellt. Mit rund 50 Millionen Euro ist der Neubau die größte Investition in der JUMO-Geschichte.
Joint-Venture für die Entwicklung und den Vertrieb von 3D-Simulatoren
Visual Components und Mitsubishi Electric gründen die „ME Industrial Simulation Software Corporation“

Visual Components, Entwickler von 3D-Fertigungssimulationstechnologien, und die Mitsubishi Electric Corporation haben die Gründung des Joint-Venture-Unternehmens „ME Industrial Simulation Software Corporation“ bekanntgegeben. Ziel der Partnerschaft ist es, die digitale Transformation in der Fertigungsindustrie zu fördern und voranzutreiben. Mithilfe der von Visual Components durchgeführten Forschung und Entwicklung wird die „ME Industrial Simulation Software Corporation“ Hersteller auf der ganzen Welt dabei unterstützen können, neue Technologien in ihre Produktion zu implementieren und durch Kapazitätsschätzungen, Engpassanalyse, Puffergrößenoptimierung und weiteren Funktionen Optimierungen vorzunehmen.
„Diese Kooperation ermöglicht es uns, Synergien zu maximieren, indem wir die führende 3D-Simulationssoftware von Visual Components mit dem umfangreichen Fertigungs-Know-how von Mitsubishi Electric zusammenführen. Mit vereinten Kräften werden wir damit den digitalen Wandel in der Fertigung beschleunigen und den Wettbewerbsvorteil unserer Kunden stärken“, stellt Mikko Urho, CEO von Visual Components, fest. Toshie Takeuchi, General Manager der FA System Division der Mitsubishi Electric Corporation, fügt hinzu: „Konkret sammeln und analysieren wir Daten, die wir mit unseren FA-Geräten in einem digitalen Raum von den Geräten und Anlagen an den Fertigungsstandorten erhalten, um Probleme in den Entwicklungsketten unserer Kunden zu lösen. Durch die Gründung eines Joint Ventures mit Visual Components werden wir die Stärken beider Unternehmen kombinieren und zur Lösung von Problemen in den Produktionsstätten beitragen.“
Das steckt hinter dem Joint Venture
Der 3D-Simulator "MELSOFT Gemini" von Mitsubishi Electric bietet eine digitale Zwillingsplattform, die das Design von Produktionsanlagen verbessert und so Kosten und Entwicklungszeiten reduziert. Das Joint Venture stärkt die Software-Suite MELSOFT Factory Automation, indem es diese mit der 3D-Simulationsplattform von Visual Components integriert. Mit der Schlüsseltechnologie von Visual Components wird MELSOFT Gemini zu einem entscheidenden Bindeglied zwischen cyber-physischen Systemen und ermöglicht Unternehmen die Visualisierung, Simulation und Optimierung von Abläufen, angefangen beim Entwurf bis hin zur Wartung. Die Vision der beiden Unternehmen dahinter ist klar: die Funktionalitäten von "MELSOFT Gemini " erweitern, dem Arbeitskräftemangel entgegenwirken und die Qualität und Effizienz der Produktion steigern. „3D-Simulation ist für jede digitale Zwillingsplattform, die den gesamten Fertigungslebenszyklus optimieren will, unerlässlich. Diese Zusammenarbeit wird Hersteller, Anlagenbauer und -Integratoren in die Lage versetzen, das volle Potenzial der digitalen Fertigung auszuschöpfen“, sagt Mikko Urho.
Call for Papers für das HANNOVER MESSE Rahmenprogramm startet
Alle Interessierten, die sich am Rahmenprogramm der HANNOVER MESSE mit einem Vortrag beteiligen möchten, sind eingeladen, ab sofort ihre Vorschläge beim Messeveranstalter einzureichen.

Die Einreichungen für das umfangreiche Rahmenprogramm der Messe, vom 22. bis 26. April 2024, sollten den Trendthemen Industrie 4.0, Künstliche Intelligenz & Machine Learning, Energy for Industry, CO2-neutrale Produktion oder Wasserstoff und Brennstoffzellen zugeordnet sein. Abgabetermin für die Einreichungen ist der 12. Februar 2024. Mit dem Call for Papers spricht die HANNOVER MESSE alle Aussteller und Partner an, die mit ihren Beiträgen das Forenprogramm der weltweit wichtigsten Industriemesse inhaltlich bereichern möchten.
Für die Vorträge werden während der Veranstaltung 5 Bühnen zur Verfügung stehen:
Auf der Industrie 4.0 Conference Stage präsentieren Automatisierer, Softwareanbieter und Anwender ihre Lösungen. Dabei geht es um das nächste Level von Industrie 4.0. Vordenker, Experten und Praktiker zeigen die aktuellen Trends und Innovationen auf, von der Verwaltungsschale über OPC UA, maschinelles Lernen, Cloud sowie Edge Computing bis zu Datenräumen.
Auf der Energy 4.0 Conference Stage dreht sich alles um Energiesicherheit, Klimaneutralität, Digitalisierung der Energiewende und Nachhaltigkeit. Die Themen sind Smart Energy for Industrie 4.0, KI in der Energietechnik, Energieeffizienz oder Kreislaufwirtschaft und Ressourceneffizienz.
Die Industrial Transformation Conference Stage ist die Bühne für den technologie- und branchenübergreifenden Austausch: An fünf Messetagen geht es um die Megatrends der Industrie. Partner und Experten aus unterschiedlichen Disziplinen gestalten ein hochkarätiges Programm und bieten Use-Cases, Insights und Lösungen.
Auf der 5G & Industrial Wireless Conference Stage geht es um langfristige und nachhaltige Kommunikationslösungen für umfassende Konnektivität und ein industrielles Wireless-Ökosystem. Denn um Produktionsanlagen und Intralogistik noch flexibler, autonomer und effizienter zu gestalten, braucht es entsprechende Rahmenbedingungen.
Die Industrial Startups Conference Stage ist die Plattform der Gründerinnen und Gründer. Dort geht es um revolutionäre Lösungen und Geschäftsmodelle für die Industrie.
Ex-Zertifikate für HMI-Plattform auf sps 2023 überreicht
Pepperl+Fuchs erhält von UL Solutions Deutschland die Zertifizierung für den Einsatz seiner Plattform im explosionsgefährdeten Outdoor-Bereich

Die modulare HMI-Plattform VisuNet FLX von Pepperl+Fuchs steht für größte Flexibilität. Ob Remote- oder Direktmonitor, Industrie- oder Box-PC: Die Baureihe bietet verschiedene HMI-Systeme für unterschiedlichste Anwendungen und Montagesituationen in ATEX/IECEx-Zone 2/22, NEC 500 Div 2 und Non-Ex-Bereichen. Das modulare „One-Fits-All“-Design erlaubt die passgenaue Konfiguration von HMI-Lösungen und ermöglicht die einfache und schnelle Anpassung im Feld. Mit einer neuen Gehäusevariante erweitert Pepperl+Fuchs das VisuNet-FLX-Portfolio und macht es damit outdoor-tauglich. Auf der SPS 2023 in Nürnberg überreichten Vertreter der Zulassungsstelle UL Solutions Deutschland den Experten für Explosionsschutz offiziell die Ex-Zertifikate für die neue Produktlinie im Aluminiumgehäuse.
Mit Wetterschutz im erweiterten Temperaturbereich
Mit dem Aluminiumgehäuse ist die VisuNet-FLX-Serie in erweiterten Temperaturbereichen von -20 bis +50 °C und im Außenbereich einsetzbar. Das robuste Gehäuse steht nicht nur für eine optimale Wärmeableitung, sondern auch für eine hohe Widerstandsfähigkeit. Um auch bei sehr hellen Lichtverhältnissen stets eine gute Lesbarkeit sicherzustellen, verfügen die Geräte der Baureihe über ein optisch gebondetes Display. Mit dem neuen Gehäuse aus Aluminium können nach Bedarf zusätzlich Sonnenschutzelemente an den Seiten, der Oberkante und der Rückseite angebracht werden. Sie dienen gleichzeitig als Schutz vor Regen. Damit kann die VisuNet-FLX-Serie nun auch im Außenbereich eingesetzt werden.
Für den Ex-Bereich zertifiziert
Wie die Edelstahlvariante ist auch die neue VisuNet-FLX-Produktlinie mit Aluminiumgehäuse für den explosionsgefährdeten Bereich zugelassen. Pünktlich zur Produkteinführung konnte Pepperl+Fuchs gemeinsam mit der Zulassungsstelle UL Solutions Deutschland die Zertifizierung für die ATEX/IECEx-Zone 2/22 und NEC500 Div. 2 abschließen. Auf der SPS 2023 in Nürnberg überreichte Thomas Krömer, Senior Key Account Executive bei UL Solutions, feierlich die Ex-Zertifikate an das Team von Pepperl+Fuchs. „Wir freuen uns, dass wir Pepperl+Fuchs nach der intensiven Zusammenarbeit und aufwändigen Testverfahren nun im Rahmen der Messe die Zertifizierung offiziell aushändigen können“, so Krömer. Gemeinsam hatten Pepperl+Fuchs und UL die neue Produktlinie auf Herz und Nieren geprüft. „Dank der engen Zusammenarbeit und Abstimmung zwischen Pepperl+Fuchs und UL Frankfurt konnten wir unseren engen Zeitplan einhalten und freuen uns über den pünktlichen Projektabschluss“, resümiert Michael Marshall-Brusius, Leiter der Innovation Unit HMI bei Pepperl+Fuchs. Damit ist der VisuNet FLX Extended Temperature bereit für den Einsatz in rauen, explosionsgefährdeten Umgebungen, die einen erweiterten Temperaturbereich erfordern.
KI-Assistenz in die Produktion
Siemens und Schaeffler haben auf der SPS 2023 eine Produktionsmaschine mit integriertem, auf generativer KI-basierten Assistenten vorgestellt.

Siemens nutzt generative künstlicher Intelligenz (KI)bereits, um Innovation und Effizienz in den Bereichen Design, Engineering, Fertigung und Betriebslebenszyklus von Produkten voranzutreiben. Auf der SPS in Nürnberg haben Siemens und das Motion-Technology-Unternehmen Schaeffler erstmals eine Maschine vorgestellt, die mit dem Industrial Copilot erweitert wurde. Die beiden Unternehmen zeigten, wie der Industrial Copilot die industriellen Automatisierungslösungen von Siemens ergänzen kann.
Automatisierungs-Code mit natürlicher Spracheingabe generieren
Um Ingenieure bei ihren vielfältigen Automatisierungsaufgaben zu unterstützen, ist der KI-gestützte Assistent an das Engineering-Framework Totally Integrated Automation (TIA) Portal von Siemens über die offene API-Schnittstelle TIA Portal Openness angebunden. Der Industrial Copilot hilft den Automatisierungsingenieuren von Schaeffler beispielsweise, schneller Code für speicherprogrammierbare Steuerungen (SPS) zu generieren, die die meisten Maschinen in den Fabriken der Welt steuern. Engineering-Teams können den Zeitaufwand und die Wahrscheinlichkeit von Fehlern erheblich reduzieren, indem sie SPS-Code durch Eingaben in natürlicher Sprache generieren.
Für Automatisierungs- und Digitalisierungsprojekte von Industrieunternehmen, steigt der Bedarf an erfahrenen Automatisierungsingenieuren für die Projektumsetzung weiterhin. Der Siemens Industrial Copilot kann hier bei der Automatisierung sich wiederholender Aufgaben helfen und Engineering-Ressourcen für höherwertige Aufgaben freisetzen. Auch weniger erfahrene Mitarbeiter in der Fertigung werden in die Lage versetzen, in technische Rollen hineinzuwachsen.
Klaus Rosenfeld, Vorstandsvorsitzender der Schaeffler AG, sagte: "Die digitale Transformation hat für Schaeffler höchste Priorität und spielt eine Schlüsselrolle in unserer Unternehmensstrategie. Generative KI-Lösungen wie der Industrial Copilot werden diesen Weg beschleunigen und unsere Mitarbeiter bei ihren Aufgaben unterstützen. Wir arbeiten mit Siemens zusammen, weil wir beide Technologieunternehmen sind und die gleiche Vision teilen: Unsere Arbeitsweise zu transformieren."
Fehler schneller finden und beheben
Der Industrial Copilot hat Zugriff auf alle relevanten Dokumentationen, Richtlinien und Handbücher, um Fabrikmitarbeiter bei der Identifizierung möglicher Fehler zu unterstützen. Diese Funktionen ermöglichen es Wartungsteams, Fehler zu erkennen und schneller Schritt-für-Schritt-Lösungen zu entwickeln. Dies wird dazu beitragen, Maschinenstillstände deutlich zu verkürzen, Industrieunternehmen effizienter zu machen und damit eine nachhaltigere Produktion voranzutreiben.
"Das ist der Beginn einer neuen Ära: Früher mussten wir mit Maschinen in ihrer Sprache sprechen. Mit dem Siemens Industrial Copilot können wir mit Maschinen in unserer Sprache sprechen", sagte Cedrik Neike, Mitglied des Vorstands der Siemens AG und CEO Digital Industries. "In wenigen Jahren wird KI in der Industrie allgegenwärtig sein. Siemens und Schaeffler sind Vorreiter und bündeln ihre Kräfte, um generative KI industrietauglich zu machen."
Insgesamt wird der generative KI-gestützte Assistent dazu beitragen, den Engineering- und Betriebslebenszyklus zu optimieren. Von der Planungsphase über die Validierung, der Generierung von Unit-Tests, das Monitoring bis hin zur Optimierung der Maschinenleistung soll der Industrial Copilot die Mensch-Maschine-Interaktion intuitiver, effizienter und schneller machen.
Schneider Electric erweitert sein Dienstleistungsangebot für die Nachhaltigkeitsberatung
Durch die Übernahme des Klimaschutzberaters EcoAct rundet Schneider Electric sein Beratungsportfolio für die Beratung rund um nachhaltiges und energieeffizientes Wirtschaften ab.

Schneider Electric hat mit EcoAct SAS (EcoAct) einen international führenden Anbieter von Klimaberatung und Netto-Null-Lösungen übernommen. Der Abschluss der Transaktion erfolgte nach Konsultation der zuständigen Arbeitnehmervertretungen und Genehmigung durch die zuständigen Aufsichtsbehörden. Mit der Übernahme baut Schneider Electric das Portfolio seiner speziell auf nachhaltiges und energieeffizientes Wirtschaften zugeschnittenen Beratungsdienstleistungen konsequent weiter aus.
Vorrangiges Ziel der Übernahme ist die Zusammenlegung des Know-hows von zwei erstklassig aufgestellten Unternehmen. Als Spezialist für klimaneutrales Wirtschaften hat EcoAct ein breit gefächertes Portfolio an Beratungsdienstleistungen entwickelt, mit denen Unternehmen unterschiedlicher Branchen bei der Erreichung ihrer Klimaschutzziele unterstützt werden. Darunter fallen zum Beispiel Klimadatenwerkzeuge oder die Entwicklung von Klimaschutzprojekten. Die damit verbundenen Angebote und Expertisen erweitern ab sofort das Leistungsspektrum von Schneider Electric in diesem Bereich. Schon jetzt zählt der Tech-Konzern zu den führenden Anbietern von Beratungsdienstleistungen in puncto Energiemanagement, Energieeffizienz, erneuerbare Energien, umweltfreundliche Rohstoffbeschaffung, Nachhaltigkeit und Netto-Null-Beratung, Einschätzung von Klimarisiken sowie Nachhaltigkeitskommunikation. Mit diesen Services ergänzt Schneider Electric sein umfangreiches Portfolio digitaler IoT-Technologien und unterstützt bei der strategischen Festlegung von Klimazielen sowie deren Erreichung.
SPS Karriereportal gestartet
Die Mesago Messe Frankfurt, Veranstalter der Fachmesse SPS, launcht Job-Plattform für die Automatisierung.

Laut einer Studie des Instituts der deutschen Wirtschaft (IW Köln/ Studie unter www.iwkoeln.de) von Anfang des Jahres fehlen beispielweise in Deutschland 88.600 Fachkräfte in den Energie- und Elektroberufen. Im Bereich Maschinen- und Fahrzeugtechnik wird die Lücke auf 56.600 beziffert und in den IT-Berufen sind 50.600 Fachkräfte zu wenig vorhanden. Somit zählen Mitarbeiterbindung oder deren Rekrutierung aktuell für viele Unternehmen zu den wichtigsten Aufgaben im Personalmanagement. Die SPS bietet als Fachveranstaltung seit jeher die Möglichkeit für Talente, sich einen persönlichen Eindruck über die Karrieremöglichkeiten zu verschaffen und für Unternehmen, sich als potenzielle Arbeitgeber zu präsentieren.
Durchgängiges Angebot
Der Messeveranstalter Mesago bietet nun mit dem Karriereportal SPS CareerDrive eine neue Plattform und Möglichkeit für Unternehmen und Jobsuchende, nicht nur während der Veranstaltung, sondern ab sofort ganzjährig Beschäftigungen in der Automatisierungsbranche anzubieten und zu finden. Dazu erläutert Gunnar Mey, Vice President SPS New Business: “Fachmessen sind temporäre Ereignisse mit einem bedeutenden Stellenwert. Ergänzend dazu ist SPS CareerDrive ein neues, ganzjähriges Angebot seitens Mesago für alle Akteure in der Automatisierungsbranche. Hier finden branchen-fokussiert Talente spannende Positionen im Automatisierungsumfeld, Arbeitgeber können die Plattform nutzen, um auf sich aufmerksam zu machen.“
Während der Messetage vom 14. – 16.11.2023 haben Interessenten vor Ort in Nürnberg an mehreren Terminals die Gelegenheit, auf die Jobbörse SPS CareerDrive zuzugreifen und nach passenden Stellenangeboten zu suchen.
Das Karrierportal SPS CareerDrive steht auf automation-jobs.de zum Abruf bereit.
ABB eröffnet neues Multifunktionsgebäude an Schweizer Standort
Neubau erweitert und stärkt das globale Kompetenzzentrum für Leistungselektronik in Untersiggenthal/Aargau

ABB hat Mitte November in Anwesenheit von Mitarbeitenden, Politik und Medien das neue Multifunktionsgebäude "Emotion" am Standort Untersiggenthal eröffnet. Der Neubau ist mit rund 45 Millionen Franken die größte Investition seit über zehn Jahren von ABB in der Schweiz. Nach zweijähriger Bauzeit beziehen nun termingerecht Mitarbeitende aus den Bereichen Forschung und Entwicklung, Verkauf und Service sowie Projektabwicklung und Engineering das Gebäude. Es bietet 500 modernste Arbeitsplätze und steht für Zusammenarbeit, Innovation und Nachhaltigkeit.
Mit dem Gebäude "Emotion" bekräftigt ABB ihr Engagement für moderne und attraktive Arbeitsbedingungen und reagiert auf den zunehmenden Bedarf an flexiblen Büroflächen und das Bedürfnis, die soziale Interaktion, den Austausch und die Begegnung im Arbeitsalltag zu fördern. "Mit dieser Investition stärken wir die Präsenz von ABB in der Schweiz und investieren in wachstumsstarke Zukunftstechnologien. Das neue Multifunktionsgebäude ist ein wichtiger Schritt, um uns als Arbeitgeberin erster Wahl zu positionieren und im Zeitalter des Fachkräftemangels die besten Talente und erfahrene Arbeitskräfte anzuziehen. Wir möchten unseren Mitarbeitenden erstklassige Rahmenbedingungen bieten, um Innovation, Pioniergeist und Nachhaltigkeit zu fördern", sagte Nora Teuwsen, Vorsitzende der Geschäftsleitung ABB Schweiz.
Bekenntnis zum Wirtschaftsstandort Schweiz
Das neue Gebäude unterstreicht die 130-jährige Präsenz von ABB in der Schweiz und die Investition in die Stärken der Region Baden. "Der ABB-Standort Untersiggenthal ist eine eindrückliche Erfolgsgeschichte des konstruktiven Zusammenspiels zwischen Politik, Wirtschaft, Bildung und Forschung", sagte Regierungsrat Stephan Attiger, Vorsteher Departement Bau, Verkehr und Umwelt des Kantons Aargau. "Dieser Standort zeigt auf, wie der Hightech-Kanton Aargau besten Boden für Innovation und technologischen Fortschritt bietet, und wie aus regionalem Ursprung ein globaler Erfolg werden kann."
Globales Kompetenzzentrum für Leistungselektronik
ABB entwickelt und fertigt in Untersiggenthal für Kunden weltweit effiziente und nachhaltige Technologielösungen für Antriebstechnik in den Bereichen Industrieprozesse, Infrastruktur und Bahnen, sowie für Anwendungen im Bereich der erneuerbaren Energieerzeugung. "Unser neues Gebäude ist nicht nur ein Symbol für unsere Verbundenheit mit der Region Baden, sondern auch ein wichtiger Schritt in der Stärkung unseres globalen Kompetenzzentrums für Leistungselektronik. Diese Schlüsseltechnologie ermöglicht es uns, Energieeffizienz und Nachhaltigkeit in den Zukunftsmärkten Mobilität, Industrie und erneuerbare Energien zu steigern. Wir sind stolz darauf, dass unser Geschäftsbereich Antriebstechnik einen wesentlichen Beitrag dazu leisten wird", sagte Adrian Rothenbühler, Leiter Geschäftsbereich Motion ABB Schweiz.
Neubau im Zeichen der Nachhaltigkeit
ABB hat sich die Förderung einer CO2-armen Gesellschaft, die Schonung von Ressourcen und die Stärkung des sozialen Fortschritts zum Ziel gesetzt. Das "Emotion" Gebäude zeigt auf, wie ABB Schweiz diese Strategie konsequent umsetzt. Gebaut wurde es mit über 2200 Kubikmetern Zirkulit, einem Recycling-Beton, in dem zusätzlich CO2 gespeichert ist. Das Gebäude erfüllt den Minergie-Standard und verfügt über moderne Gebäudeautomatisierungstechnologien zur Steigerung von Komfort und Energieeffizienz. Die Energieversorgung erfolgt durch Solarenergie von installierten PV-Anlagen auf benachbarten Gebäuden und durch Wasserkraft aus der Region. Heizung und Kühlung werden durch Wärmepumpen sichergestellt, die das Grundwasser als Ressource nutzen.
Kabellose IO-Link Version wird zu IEC 61139-3:2023e229
IEC-Standardisierung von IO-Link Wireless erfolgreich abgeschlossen
Die IO-Link Community von PI (PROFIBUS & PROFINET International) hat bekanntgeben, dass die internationale Standardisierung von IO-Link Wireless erfolgreich abgeschlossen wurde. Im November hat die IEC (International Electrotechnical Commission) den internationalen Standard IEC 61139-3:2023 „Industrial networks - Single-drop digital communication interface - Part 3: Wireless extensions“ veröffentlicht, der auch unter dem Namen „IO-Link Wireless“ bekannt ist.
IO-Link Wireless beschreibt eine schnelle und zuverlässige Funkkommunikation zwischen Sensoren, Aktuatoren und zugehörigen Basisstationen in industriellen Fertigungsumgebungen und stellt somit eine Basistechnologie für die Umsetzung moderner und hochflexibler Automatisierungskonzepte - wie beispielsweise im Sinne von Industrie 4.0 - dar. IO-Link Wireless wurde 2018 als “IO-Link Wireless System Extensions” in der Version V1.1 von der IO-Link Community veröffentlicht. In den darauffolgenden Jahren erfolgten umfangreiche Erweiterungen, Weiterentwicklungen und Verbesserungen sowie die Entwicklung einer zugehörigen Test-Spezifikation in der IO-Link Community.
Die beteiligten Experten von namhaften Mitgliedsunternehmen haben sich daraufhin zum Ziel gesetzt, die weiterentwickelte Version von IO-Link Wireless auch in den international anerkannten IEC-Standard mit Unterstützung durch die deutsche Normungsorganisation DKE (Deutsche Kommission Elektrotechnik Elektronik Informationstechnik in DIN und VDE) zu überführen.
Diese Tätigkeiten wurden auch vom Bundesministerium für Wirtschaft und Klimaschutz (BMWK) als „IOLW-4-IEC“ im Rahmen der Förderrichtlinie WIPANO („Wissens- und Technologietransfer durch Patente und Normen“) gefördert und durch die IO-Link Community umgesetzt. Mit dem erfolgreichen Abschluss der Normung von IO-Link Wireless als IEC 61139-3 stehen die wichtigsten Pfeiler der IO-Link Technologie, IO-Link Spezifikation V1.1.3 in der IEC 61131-9 und IO-Link Safety in der IEC 61139-2, als internationale Standards zur Verfügung.

Erkennen, Sortieren, Zählen – AI-Vision in wenigen Schritten integrieren
Die Verarbeitung von Bilddaten spielt in vielen Industriezweigen eine entscheidende Rolle, sei es bei der Qualitätssicherung, Produktionsüberwachung oder Robotik. KI-basierte Systeme eröffnen dabei viele neue Möglichkeiten und lösen Herausforderungen, die zuvor nur schwer zu bewältigen waren, auch in bestehenden industriellen Anwendungen. Denn trainierte neuronale Netze können komplexe Muster erkennen, Anomalien identifizieren und sogar Werkzeugausfälle vorhersagen, was zu einer erheblichen Verbesserung der Prozessleistung führt.
Bildverarbeitung

Wie genau die Technologie funktioniert und wie man sie in der eigenen Anwendung auf den Weg bringt, wirft weiterhin Unsicherheiten auf und zeigt Wissenslücken in zahlreichen Branchen. Antworten liefern die Hersteller intelligenter KI-Systeme und Kameras, indem sie unter anderem den Umgang mit KI-basierten Embedded Vision Systemen vereinfachen. IDS NXT ist ein Beispiel dafür – diese smarte KI-Komplettsystem öffnet nicht nur Experten, sondern auch sogenannten Citizen Developers/Fachbereichsentwicklern die Tür zur mühelosen Nutzung von KI-basierter Bildverarbeitung. Die Integration in Anwendungen wird dadurch nicht nur einfacher, sondern auch schneller realisierbar.
Erkennen, Sortieren, Zählen, Vollständigkeit prüfen
KI-basierte Bildverarbeitung verfügt über die Fähigkeit, Bilder in verschiedene Kategorien einzuordnen - das ist bei der Erkennung und Klassifizierung von Produkten sehr hilfreich. So lassen sich viele Aufgaben automatisieren, die noch allzu oft von Menschen durchgeführt werden. Das umfasst die Identifizierung von Fehlern, das Sortieren von Objekten auf Förderbändern oder auch Vollständigkeitsprüfungen. Speziell ihre Stärke, komplexe Muster und Strukturen in Bildern zu erkennen, macht sie zu einem wichtigen Werkzeug in der Qualitätssicherung. Denn gerade die sind für das menschliche Auge meist nur sehr schwer zu erfassen.
Machbarkeitsanalyse für Domain-Experten
Vor dem Hintergrund der vielfältigen Chancen und Herausforderungen im Bereich der Bildverarbeitung, insbesondere beim Einsatz bisher unbekannter Technologien, Werkzeuge und Methoden, gewinnt die Durchführung von Machbarkeitsanalysen an Bedeutung. Sie ermöglichen einerseits eine fundierte Einschätzung der Umsetzbarkeit, bergen jedoch auch das Risiko, schnell aufwendig und kostenintensiv zu werden. Doch die Schlüsselkompetenzen für die Arbeit mit Machine-Learning-Methoden sind nicht mehr dieselben, wie für regelbasierte Bildverarbeitung. Entscheidend für die Qualität der Ergebnisse ist nicht mehr der manuell entwickelte Programmcode durch einen Bildverarbeitungsexperten, sondern das Ergebnis wird durch den Lernprozess mit geeigneten Beispieldaten bestimmt. Dafür ist vor allem ein tiefes Verständnis der jeweiligen Anwendung erforderlich.
Was den Aufwand speziell bei ersten Anwendungstests ebenfalls reduziert, ist die Tatsache, dass bei einem KI-Komplettsystem wie IDS NXT ein Großteil des Entwicklungs- und Evaluierungsprozess in einem einfach und intuitiv bedienbaren Cloud-Service erledigt werden kann. In diesem AI Vision Studio müssen Anwender keine Erfahrung in KI, Anwendungsprogrammierung oder Bildverarbeitung mitbringen. Davon profitiert gerade die sehr komplexe Entwicklung von Embedded Systemen, die bisher besonderes Fachwissen mit sehr speziellen Entwicklungstools erfordert.
Unter diesen Vorzeichen sind Machbarkeitsanalysen dann allein von Domain-Experten durchführbar, die am meisten Produktwissen besitzen. Unternehmen sind so in der Evaluationsphase weniger auf Programmierer und Bildverarbeitungsexperten angewiesen.
Kurze Trainingsphasen durch Strategie der kleinen Schritte
Liegen durch die Tests der Machbarkeitsanalyse dann erste Erkenntnisse vor, können für das weitere Vorgehen gezielt Anpassung vorgenommen werden, um die Qualität und Leistungsfähigkeit der KI-Modellen zu steigern. Dazu ist wichtig zu beachten, dass ein Übergang zu größeren Datensätzen notwendig sein kann. Dies sollte jedoch als schrittweiser Prozess erfolgen, um sicherzustellen, dass Modelle korrekt und robust trainiert werden. Ein kleiner Datensatz zu Beginn reduziert das Risiko von Overfitting, bei dem das Modell die Trainingsdaten zu stark "memorisiert" und schlecht auf neue, unbekannte Daten generalisiert. Zudem verkürzt der Umgang mit wenigen Daten die Trainingsphasen und erlaubt so schnellere Experimente und Iterationen, wodurch Sie zeitnah Feedback erhalten und das Modell bzw. die Datensätze entsprechend anpassen können.
Benutzerfreundliche Werkzeuge, wie sie das AI Vision Studio "IDS lighthouse" auch ungeübten Anwendern bereitstellt, helfen zudem dabei, Trainingsergebnisse mit passenden Beispieldaten direkt in der Cloud zu evaluieren und zu bewerten. So verlieren Sie zu Beginn des Vorhabens beim Experimentieren wenig Zeit durch aufwändige Vorbereitungen und sie Durchführung von Tests an der realen Maschine, speziell wenn mehrere Iterationen notwendig sind.
Einfache Integration mit All-in-One System
Doch auch wenn die Bildverarbeitung mithilfe benutzerfreundlicher Tools intuitiv erzeugt werden kann und auch Neulinge zu guten Ergebnissen führt, stellt ihre nahtlose Integration in die Kundenanwendung eine weitere bedeutende Herausforderung dar. Das manifestiert sich insbesondere in den Schnittstellen, sowohl auf Hardware- als auch auf Softwareebene.
Hardwareseitig beinhaltet dies Aspekte wie Stecker, Kabel, Adapter und Leitungslängen, um eine reibungslose Verbindung sicherzustellen. Auf der Softwareseite dreht sich die Integration um Fragen zu Übertragungsprotokollen, Ergebnisformaten und der nahtlosen Einbindung der Bildverarbeitungssoftware in das Steuerungssystem der Anlage. Hierbei spielen oft Software Development Kits (SDKs) eine entscheidende Rolle, da sie die notwendigen Werkzeuge und Ressourcen bieten, um die Bildverarbeitungsfunktionalität flexible an bestehende Systemarchitekturen anzupassen. Zur Beherrschung der Vielfalt an Programmiersprachen geht es dann ohne Entwickler nicht weiter.
Um sicherzustellen, dass die Bildverarbeitung nicht nur als isolierte Technologie, sondern als integraler Bestandteil des gesamten Anwendungsablaufs erfolgreich und einfach eingebunden werden kann, müssen Hardware- und Softwareaspekte eines benutzerfreundlichen Systems ganzheitlich betrachtet werden. Möglich machen das All-in-One Embedded Vision Systeme wie IDS NXT.
Intelligente Bildanalyse im Baukastensystem
Das Versprechen, dass KI-basierte Bildverarbeitung für jeden auch ohne Spezialwissen zu KI oder Anwendungsprogrammierung einfach einsetzbar ist, funktioniert nur, wenn von der Bildaufnahme bis zur Übermittlung von Analyseergebnissen bzw. der Ansteuerung einer Maschine alle Komponenten einfach und zusammenhängend konzipiert sind. IDS NXT bringt neben der intelligenten Kamera-Hardware auch die KI-Daten und -Trainingsplattform mit und ermöglicht über einen blockbasierten visuellen Editor das Zusammenstecken individueller Analyseabläufe, die dann per Knopfdruck als Apps auf der Kamera ausgeführt werden. Mit perfekt aufeinander abgestimmten Build-Tools kann Embedded Vision Entwicklung kaum einfacher sein. Mit standardisierten Schnittstellen, wie digitalen Ein- und Ausgängen, einem Restful Webservice und Industrieprotokollen wie OPC-UA, erfolgt die Anlagenintegration des Komplettsystems einfach, vergleichbar mit einem smarten Sensor. Durch das App-basierte System kann die Analyse-Aufgabe zudem innerhalb von Sekunden von einem Produkt auf ein anderes umgerüstet werden. Das minimiert Kosten für Rüstzeiten und macht spezifische Embedded Vision Geräte schon bei Losgröße 1 wirtschaftlich einsetzbar. Ein einfacher und ganzheitlicher Zugang zu KI-basierten Methoden, wie am Beispiel IDS NXT, schafft mehr Akzeptanz für die neue Technologie, wodurch die Wissenslücken endlich geschlossen werden können.

Die neue OX-Serie von Baumer sind smarte 2D-Profilsensoren für die Profilanalyse. Mit Ihnen lassen sich eine Vielzahl bisher anspruchsvoller Positionier- und Inspektionsaufgaben in Montage und Handhabungstechnik nun wirtschaftlicher lösen. Die integrierten Werkzeuge können direkt über das intuitive Webinterface parametriert werden. Das kompakte Gehäuse und Power-over-Ethernet ermöglichen eine einfache Integration. Kombiniert mit einer Präzision von bis zu 5 Mikrometern eröffnet die OX-Serie so neue Möglichkeiten für prozesssichere und präzise Lösungen.
Für Qualitätskontrolle, Bahnkantensteuerung und Roboterpositionierung
Die 2D-Profilsensoren der OX-Serie können überall eingesetzt werden, wo OK/NOK-Prüfungen oder Positionieraufgaben über die Auswertung von Höheninformationen möglich sind. Ein umfangreicher Satz an Werkzeugen ermöglicht die komplette Verarbeitung der Profildaten direkt im intelligenten Sensor. Ohne weitere externe Schritte übermittelt er den X/Z-Positionswert mit einer Präzision von bis zu 5 µm an die Steuerung. Die OX-Serie eröffnet so kosteneffiziente Lösungen in Qualitätskontrolle, Bahnkantensteuerung und Roboterpositionierung. Die neue Sensorklasse ist kompakt, leicht und kann dank Power-over-Ethernet (PoE) mit nur einem Kabel angeschlossen werden.
Die smarten Profilsensoren zeichnen sich aus durch einfache Bedienbarkeit über das integrierte Webinterface. Dort können bis zu sieben Messwerkzeuge grafisch unterstützt frei konfiguriert werden. Ein weiterer Vorteil ist die Live-Visualisierung der Messaufgaben im Webinterface. Einstellungen im Sensor können direkt überprüft, angepasst und optimiert werden. Messbereiche bis 500 mm mit einem Sichtfeld bis zu 300 mm sichern Konstruktionsfreiheit für zahlreiche Anwendungen.
Kompakte 3D-Streaming-Kameras
Höchste Messgeschwindigkeit und Genauigkeit bis in den Mikrometerbereich
Automatisierungstechnik, Bildverarbeitung

Mit den Kameras Ruler3002, 3004 und 3010 erweitert SICK sein Portfolio hochauflösender 3D-Streaming-Kameras für anspruchsvolle Bildverarbeitungsanwendungen im Industrie- und Elektronikumfeld. Sie erfassen auch kleinste Details zuverlässig, die für die Prüfung von Elektronik- und Konsumgüterbaugruppen, Leiterplatten und Halbleitern erforderlich sind. Dazu erzeugt der spezielle CMOS-Sensor von SICK in den Kameras in Höchstgeschwindigkeit 3D-Profile von Objekten. Die Produktfamilie Ruler3000 im modularen Industriedesign mit Schutzart IP65/67 wurde für unterschiedlichste industrielle Aufgabenstellungen konzipiert. Einige der 3D-Kameras sind in Merkmalen wie Auflösung, Belichtung oder Laserausführung speziell für Anwendungen in der Elektronik- und Batteriefertigung optimiert.
Highspeed-Messfrequenzen bis 46 kHz
Die SICK-Kameras Ruler3002, Ruler3004 und Ruler3010 bieten garantierte Sichtfelder bis zu 26,6 mm. In allen Ruler3000-Kameras kommt ein Hochleistungs-CMOS-Sensor mit ROCC-Technologie (Rapid On-Chip Calculation) zum Einsatz. Dadurch können die Sensoren bei einer optimierten Region of Interest (ROI) 3D-Profile mit einer Geschwindigkeit von bis zu 46 kHz erzeugen. Objektdetails werden schneller erfasst, wodurch Prüfaufgaben an Objekten zeitsparender durchgeführt, Messwerte unmittelbarer zur Prozesssteuerung bereitgestellt und Durchsätze entsprechend erhöht werden können. Die exzellente Lichtempfindlichkeit der Kameras und der hohe Dynamikbereich (HDR) tragen ebenfalls dazu bei, die Inspektionen unabhängig von Kontrasten oder sehr unterschiedlichen Lichtverhältnissen in einer einzigen Szene zu optimieren.
Hohes Auflösungsvermögen
Die 3D-Streamingkameras arbeiten ja nach Version und Anwendung mit einem blauen oder einem roten Laser der Laserklasse 2 oder 3R. Sie zeichnen sich auch bei anspruchsvollen Materialien durch eine hohe Messgenauigkeit aus. Unabhängig von Kontrasten oder Farben von Objekten und Hintergründen erreichen sie eine Höhenauflösung von bis zu 0,8 µm bei gleichzeitig bis zu 3.200 Datenpunkten pro Profil – ideal für die Detektion winziger Objektdetails z. B. in der Elektronikfertigung. Und auch bei glänzenden oder sehr remissionsschwachen Oberflächen, beispielsweise den Seitenwänden von Reifen, sind dank der hohen Lichtempfindlichkeit der Kameras sowie der Doppelbelichtungsfunktion eine optimale Bildqualität und eine hohe Messgenauigkeit bei der Inspektion gewährleistet. Mit der zum Patent angemeldeten SICK-Technologie Surface+ werden auch kleine Kratzer auf Oberflächen sichtbar, so dass beispielsweise bei einer Glanzmessung Farb- oder Beschichtungsfehler zuverlässig detektiert werden können.
Einfache Integration und Inbetriebnahme
Die drei neuen Kameras – ebenfalls mit Laser, Optik und Auswertung in einem einzigen industriegerechten Gerät – wurden mit kompakteren Abmessungen als der Rest der Ruler3000-Familie entwickelt, um sie in enge Maschinenräume integrieren zu können. Die Kameras sind zudem werksseitig kalibriert, so dass der OEM oder Endanwender direkt mit ihnen arbeiten kann. Integrierte Komfortfunktionen ermöglichen u. a. eine einfache Einstellung spezifischer Sichtfeldgeometrien. Die in den Ruler3000 enthaltenen Softwarekomponenten, Stream Setup und die API GenIStream sind speziell auf eine einfache Bedienung und angenehme User Experience ausgelegt. Darüber hinaus steht den Entwicklern die gesamte Flexibilität der AppSpace-Softwareplattform von SICK mit ihrer breiten Palette an Bildverarbeitungswerkzeugen und Anwendungsbeispielen zur Verfügung.
Modulare Automatisierungslösung für den Hochgeschwindigkeitsdruck
SICOSA ist ein spanisches Unternehmen mit Sitz in Girona, das über 30 Jahre Erfahrung in der Herstellung und im Vertrieb von Flexodruckmaschinen für eine Vielzahl von Industriezweigen verfügt. Für die Ausrüstung einer schnellen Druckmaschinenreihe mit einer intelligenten Automatisierungslösung hat sich der Hersteller an Inovance gewandt.
Automatisierungstechnik

Die 8-Farben Xtrem-Flexodruck-Maschine mit zentraler Trommel, die sich durch modernste Technologie und eine maximale Geschwindigkeit von 300 m/min auszeichnet, benötigte eine Systemlösung, die Geschwindigkeit, Leistung und Genauigkeit für ihre 8 Druckstationen bietet. SICOSA wollte auch intelligente Elemente in das Produkt einführen, wie z. B. Fernüberwachung und -inbetriebnahme sowie eine hochmoderne HMI. Die Xtrem verfügt über einen automatischen Spulenwechsel und eine Druckbreite von 1.000 mm, ein Trocknersystem, das mit elektrischem Widerstand und Gas arbeitet, ein optionales automatisches Farbreinigungssystem und eine Maschinensteuerung mit einem 15"-Touchscreen. Jede Maschine kann individuell auf den Kunden zugeschnitten werden, so dass hohe Anforderungen an das Automatisierungssysteme gestellt werden.
Gemeinsam wurden eine Reihe von Inovance-Produkten ausgewählt, um die beste Lösung zu erreichen. Dazu gehörten die universellen Hochleistungs-AC-Antriebe MD520 und die Kommunikationskarten MD500-ECAT. Diese Kombination bietet eine einheitliche Steuerung von AC-Asynchron- und PM-Synchronmotoren mit allen Vorteilen der schnellen EtherCAT-Konnektivität.
VNC-Fernzugriff über Mobilgeräte
Zusätzlich zu den AC-Antrieben MD520 wurde eine intelligente Automatisierung über ein IIoT-Plugin für die Fernüberwachung geliefert. Die intelligente Hochleistungssteuerung AC703 wird für die mehrschichtige Vernetzung eingesetzt und unterstützt die Remote-E/A-Module der flexiblen GL10-Serie von Inovance mit EtherCAT. Das IT7150 HMI von wurde auch deshalb ausgewählt, weil es den VNC-Fernzugriff über mobile Geräte unterstützt und über Ethernet angeschlossen werden kann.
Die Lösung wird von der Inovance-eigenen Software unterstützt, einschließlich der Überwachungssoftware InoDriverShop_MD, InoProShop und InoTouchPad, die den EtherCAT-Feldbus unterstützen, sowie der Inovance-Standardbibliothek in CodeSys for Control Tension.
Die kompakte Lösung von Inovance für SICOSA bietet erhöhte Zuverlässigkeit durch schutzlackierte Leiterplatten, sie entspricht der Effizienzstufe IE2 (gemäß IEC 61800-9-2) und verfügt über Safe Torque Off (STO). Die Lösung hat die Genauigkeit, Geschwindigkeit und Leistung verbessert, wobei die Möglichkeit, das System schnell zu installieren und aus der Ferne in Betrieb zu nehmen, die Bauzeit verkürzt hat. Industrielle IoT-Funktionen und Fernüberwachung sorgen dafür, dass die Maschine auf dem neuesten Stand der intelligenten Automatisierung ist.
Vereinfachung bei Inbetriebnahme und Betrieb
Mit der neuen Lösung konnten für den Aufbau der Flexodruck-Maschinen verschieden Vorteile umgesetzt werden. Es werden nun kleinere Maschinenschränke benötigt und auch die Motorgrößen konnten ohne Einbußen bei der Maschinenleistung angepasst werden. Die Inbetriebnahme wurde vereinfacht, und durch die HMI-Integration lässt sich der Austausch von Komponenten auch durch nicht spezialisiertes Personal vornehmen. Die Echtzeit-Informationen, die über das System gewonnen werden, ermöglichen eine fließende Optimierung der Maschinen.
Carlos Lloveras, der Geschäftsführer von SICOSA, zeigt sich zufrieden: „Ich war angenehm überrascht, wie einfach SICOSA diese neue Maschine programmiert hat und wie leistungsfähig die Inovance-Produkte in den Tests waren. Die Produkte passen perfekt in unsere Maschinen, und die Zusammenarbeit mit den Technikern von Inovance war hervorragend.“
Durchgängiges TSN-System für Profinet
Kombination von Steuerung und Managed Switches ermöglicht die Umsetzung von konvergenten IT/OT-Netzwerken
Automatisierungstechnik

IT- und OT-Anwendungen werden heute oftmals in getrennten Netzen realisiert, um diese nicht zu überlasten und echtzeitkritische Kommunikation sicherstellen zu können. Ein konvergentes Netzwerk, das von IT- und OT-Anwendungen gleichermaßen verwendet wird, birgt hohes, meist ungenutztes Potenzial. Insbesondere für KI-Anwendungen, wie beispielsweise die optische Anomalieerkennung, ist ein konvergentes Netzwerk hilfreich: Es müssen große Datenmengen aus dem Feld zur KI transportiert werden, während sich das Ergebnis der KI-Operation in Echtzeit auf den zu steuernden Prozess auswirkt. Dabei ist eine hochgenaue Uhrzeitsynchronisation essenziell zur Verarbeitung und Auswertung der verteilten Daten aus dem Feld.
Varianten für Glasfaser verfügbar
Die TSN-Technologie erlaubt diese Netzwerkkonvergenz mit verschiedenen Werkzeugen. Um die oben genannten Potenziale ausschöpfen zu können, stellt Phoenix Contact ein TSN-System basierend auf einer Steuerung auf Basis der PLCnext Technology sowie Managed Switches vor. Als Echtzeitprotokoll kommt Profinet zum Einsatz. Die Managed Switches stehen ab sofort auch in Varianten mit Glasfaseranschluss zur Verfügung. Alle Geräte unterstützen TSN-Funktionen wie Quality of Service, Pre-Emption, präzise Uhrzeitsynchronisation mit PTP sowie eine synchrone Kommunikation. Sie ermöglichen damit die Nutzung der Vorteile von TSN im Profinet-Umfeld, ohne dass sich die Anwendungssicht verändert. Existierende Profinet-Geräte können ebenfalls unverändert verwendet werden.
Neue Controller für die Automations-Plattform iCube Control
Jetzt auch Delta- und Scara-Roboter sowie kundenspezifische Kinematiken integrierbar
Automatisierungstechnik

Die Automations-Plattform iCube Control von Yaskawa bildet eine technisch aufeinander abgestimmte Gesamtlösung für industriespezifische Steuerungen – von der Engineering-Software über die Controller-Hardware bis hin zur integrierten Chip-Technologie. Und perspektivisch auch darüber hinaus: Ausgelegt als modernes Motionkonzept, wird iCube Control schrittweise zu einem umfassenden System für Bewegungssteuerung und Automatisierung ausgebaut. Das Ziel ist eine durchgängige Plattform, über die der Maschinenbauer auf sämtliche Funktionen – von der Frequenzumrichteransteuerung über Motion Control und Safety bis zu Roboterprogrammierung und -steuerung – in der gleichen Umgebung zugreifen kann. Die Software iCube Engineer erschließt das gesamte Ökosystem, das sich durch Offenheit, Flexibilität und Skalierbarkeit auf Grundlage eines Linux-basierten Betriebssystems auszeichnet.
Linux-basierte Steuerungen
2022 launchte Yaskawa offiziell die ersten iCube Control-Produkte, darunter die Steuerung iC9212M-FSoE mit einer integrierten Dual Prozessor Safety-CPU für die synchrone Ansteuerung von bis zu 16 Servoachsen. Mit der iC922x-Reihe ist das Controller-Portfolio jetzt komplett: Der neue Controllertyp iC922xM-EC ist wie der iC9212M-FSoE Linux-basiert und ebenfalls über das Software-Tool i³ Engineer programmierbar.
Neu ist, dass über EtherCAT nicht mehr nur Servoantriebe und Frequenzumrichter angesteuert werden können, sondern zusätzlich auch Delta- und Scara-Roboter sowie kundenspezifische Kinematiken und andere Drittgeräte. Durch seinen modularen Aufbau lässt sich der iC922xM-EC dabei anwendungsoptimiert und dementsprechend effizient auslegen. Zur komfortablen Implementierung des Controllers steht ein breites Spektrum an Programmiersprachen zur Auswahl. Dieses umfasst nicht nur die internationalen Standards gemäß IEC 61131, sondern auch Sprachen wie C#, C++, Python oder Mathlab Simulink. Die neuen Controller nutzen die Baugruppen des bewährten Systems SLIO als E/A-Plattform. Hierzu sind im iC922xM-EC unterschiedliche Peripheriegeräte über entsprechende Templates und Funktionsbausteine integriert, so zum Beispiel die 80 verschiedenen SLIO E/A-Module und die HMIs aus dem Yaskawa-Portfolio.
Maßgeschneiderter Prozessor
Das Herzstück der Reihe bildet Yaskawas profichip® TRITON Prozesser, der speziell für Industrieanwendungen optimiert und hervorragend für die schnelle Verarbeitung von anspruchsvollen Motion-Abläufen geeignet ist. Dabei verbindet der profichip® TRITON seinen starken Multikern-Prozessor über ein DDR4-RAM Interface mit industrieller Gigabit- und Echtzeit-fähiger Ethernet-Kommunikation und einem schnellen, zuverlässigen Rückwandbussystem auf PCIexpress Basis oder SliceBus. Er bietet damit eine zukunftsfähige, flexibel skalierbare und synchronisierbare Lösung für maßgeschneiderte Systeme
Multifunktionsanzeiger mit SPS-Funktion
Modularität und hohe Schnittstellenkonnektivität ermöglichen den breiten Einsatz für zahlreiche Branchen
Automatisierungstechnik

Die neue Digitalanzeigerserie JUMO meroVIEW zeigt unterschiedlichste Prozessgrößen präzise und in brillanter Darstellung an, verfügt über SPS-Funktionalität und steuert Abläufe in Echtzeit. Die neue Serie ist in dem für Anzeigegeräte typischen Querformat 96 × 48 mm mit fünfstelliger Anzeige sowie in den Formaten 48 × 48 mm, 48 × 96 mm und 96 × 96 mm lieferbar.
Vielseitige Einsatzmöglichkeiten
Die flexible Anpassung, das individuell gestaltbare Gerätemenü, die textunterstützte Bedienung, die Parametrierung und Konfiguration in 4 Sprachen wie auch die Schnellverdrahtung in PUSH-IN-Klemmtechnik machen eine schnelle Inbetriebnahme und einen vielfältigen Einsatz in unterschiedlichsten Branchen möglich.
Bis zu 5 universelle Messeingänge ermöglichen den Anschluss von Widerstandsthermometern, Thermoelementen, Widerstandsferngebern, Widerstandspotis sowie Einheitssignalen 0(4) bis 20 mA/0(2) bis 10 V. Über eine kundenspezifische Linearisierung mit 40 Wertepaaren oder einem mathematischen Polynom 4. Ordnung ist eine individuelle Anpassung an vielfältige Sensorsignale möglich. Dank schneller Impulseingänge lassen sich auch Maschinendrehzahlen oder Durchflussmengen, bzw. Zählimpulse erfassen und Anzeigen.
Das modulare Gerätekonzept bietet die flexible Erweiterung mit einer großen Varianz an Optionen, wie z. B. digitalen und analogen Ein- und Ausgängen und Schnittstellen, sowie einer Spannungsversorgung für Zweidrahtmessumformer.
Eine hohe Konnektivität wird durch die verfügbaren Schnittstellen, RS485 (Modbus RTU Master/Slave), Ethernet (Modbus TCP Master/Slave), PROFINET-Device sowie USB-Host und USB-Device erreicht.
ST-Code Programmierung
Neben Standardfunktionen wie Min./Max-Wert, Messwert-Hold oder einer Tarier-Funktion für Wiegeanwendungen, lassen sich mit Mathe- und Logikfunktionen analoge oder digitale Werte verknüpfen oder zusätzliche Steuerungsfunktionen über ST-Code (strukturierter Text) realisieren. Für die ST-Code Programmierung steht im Setup-Programm ein ST-Editor sowie eine Debug-Funktion zur Verfügung.

Kleinsteuerung und Datenlogger mit grafischer Softwareplattform Node-RED
Einfache grafische Programmierung von Steuerungsaufgaben und effektive Energiedatenerfassung
Automatisierungstechnik

Metz Connect erweitert die bestehenden Ethernet-I/O Controller (EWIO2) und Datenlogger (EWIO2-M) um die Softwareplattform Node-RED. Diese ermöglicht die einfache grafische Programmierung von Steuerungsaufgaben zur Automatisierung und bei der Datenerfassung im Energiemanagement. Node-RED beinhaltet Tools für die Visualisierung, zum Beispiel zur Darstellung von Eingaben und Ist-Zuständen auf benutzerdefinierten Dashboards, was die Überwachung und Steuerung von Anwendungen erleichtert. Das alles erfolgt direkt auf dem Webserver des Geräts.
Ab 2025 wird es für viele mittelständische Unternehmen zur Pflicht, im Rahmen ihrer Corporate Sustainability Responsibility (CSR) einen Nachhaltigkeitsbericht zu erstellen. EWIO2-M liefert mit der Möglichkeit zur Energiedatenerfassung hierfür eine sehr gute Grundlage. Node-Red vereinfacht die Anwendung und damit das Erstellen des geforderten Nachhaltigkeitsberichts erheblich.
Vorgefertigte Templates für verschiedene Applikationen
Durch die Integration der freien Softwareplattform Node-RED in die bestehenden Ethernet-I/O-Controller und Datenlogger lassen sich die digitalen und analogen I/Os der Geräte anhand von vorgefertigten Templates (Nodes) aus der Bibliothek um einfache, grafisch verknüpfte Funktionen und Applikationen (Flows) erweitern. Node-RED verfügt über eine große Community mit einer breiten Palette an vorgefertigten Applikationen für die Eigennutzung. Das gestattet den Anwendern den Zugriff auf bereits erstellte Lösungen und beschleunigt die Implementierung erheblich. Ein Beispiel dafür ist der Aufbau der Kommunikation zwischen dem Datenlogger EWIO2-M und einer Cloud per MQTT.
Systemintegratoren und Installateure haben damit ein praktisches Werkzeug zur Hand, um die Gebäudeautomation zu optimieren und gleichzeitig den Energieverbrauch zu überwachen und zu steuern. Im Gegensatz zu anderen Kleinsteuerungen mit Node-RED verfügen die Geräte nicht nur über Schnittstellen für die Automatisierung, sondern mit ihren integrierten Schnittstellen für Modbus TCP, Modbus RTU, M-Bus und S0 sind sie auch für die Erfassung von Energiedaten optimiert.
Datenbasis für Nachhaltigkeitsbericht automatisch erstellen
Die Corporate Sustainability Reporting Directive (CSRD, eine EU-Richtlinie zur Nachhaltigkeitsberichterstattung) tritt im Jahr 2025 in Kraft. Sie gilt für mittelständische Unternehmen mit über 250 Mitarbeiter, die Umsätze von mehr als 40 Millionen Euro erzielen oder eine Bilanzsumme von mehr als 20 Millionen Euro ausweisen. Die CSRD läutet eine neue Ära der Nachhaltigkeitsberichterstattung in Europa ein: Mit ihr wird sowohl der Inhalt des Nachhaltigkeitsberichts als auch die zur Nachhaltigkeitsberichterstattung verpflichteten Unternehmen deutlich ausgeweitet. Die Funktionen des Datenloggers EWIO2-M unterstützen reportpflichtige Unternehmen dabei, ihre Nachhaltigkeitsaktivitäten zu analysieren und im Einklang mit EU-Standards strukturiert darzustellen.
Einfache Programmierung vieler Schnittstellen
Der Datenlogger EWIO2-M ermöglicht die Erfassung und Speicherung der Messdaten (z. B. von Strom, Wasser oder Wärme), die von busfähigen Zählern geliefert werden. Mit 22 verschiedenen I/Os kann das Gerät nicht nur Daten für die Speicherung erfassen, sondern auch Aktoren schalten. Die Parametrierung, Konfiguration und Inbetriebnahme erfolgt mit einem plattformunabhängigen Webbrowser über ein intuitiv bedienbares Webinterface. Zu den vielen Schnittstellen des Datenloggers zählen zwei Ethernet-Ports mit Daisy-Chain-Funktion für die Verkettung mehrerer Geräte.
Eine WLAN-Schnittstelle ermöglicht die Konfiguration des Geräts mit mobilen Endgeräten (z. B. Smartphone, Tablet oder Notebook) und die Einbindung in ein WLAN-Netzwerk zur Datenübertragung. Beim Energiemanagement können Daten nicht nur erfasst, sondern darüber hinaus zu Regelungszwecken über Node-Red an die Aktoren zurückgespielt werden. So entsteht ein aktiver Regelungskreis von der Erfassung über die Auswertung bis zur Nachführung.
Kunden sind neben Systemintegratoren und Installateuren der Gebäudeautomation und Industrieautomatisierung auch Systemintegratoren für das Energie-Controlling und Energiemanagement sowie Dienstleister für Energiemanagementsysteme nach EN 50001. Die Lösung eignet sich aber auch für Anbieter von förderfähiger Software für Energiemanagementsysteme ohne eigene Hardware für die Energiedatenerfassung.
PoE-Webpanels
Leistungsstarke Einheiten mit Arm-Prozessoren in Größen zwischen 5 und 15,6 Zoll
Automatisierungstechnik

Kontron erweitert sein HMI-Portfolio um leistungsstärkere Web-Panels basierend auf Arm® NXP i.MX8M Plus Prozessoren für die Geräte- und Maschinenvisualisierung sowie die Gebäudeautomation. Die neue Produktlinie zeichnet sich durch eine markant höhere Grafikleistung, PoE-Fähigkeit, erweiterte Konnektivität und die zusätzliche 5‘‘ Panelversion aus, die die Display Größen 7“, 10,1“ und 15,6“ ergänzt.
Verfügbar mit Aluminium- oder Edelstahlrahmen sind sie speziell für den Einsatz im industriellen Umfeld und für Umgebungstemperaturen von 0 bis +55 Grad Celsius entwickelt worden. Die Standardausführung mit Schutzklasse IP65 an der Frontseite ist perfekt für den Einbau in Schaltschrank und Konsole geeignet. Die einfache Anpassung an kundenspezifische Anforderungen ist dank modularem Aufbau gewährleistet.
Toolkit für Konfiguration und Parametrierung
Mit dem integrierten QIWI Software Toolkit wird dem Anwender ein leistungsoptimierter HTML-5 Browser zur Verfügung gestellt. Das QIWI-Toolkit bietet zudem Möglichkeiten zur einfachen Konfiguration und Parametrierung der Geräteeinstellungen und Browsereigenschaften. So ist beispielsweise die Konfiguration des Netzwerkes, der Zeit- und Spracheinstellungen sowie das Hochladen von Zertifikaten für sichere Webseiten sowohl auf dem Gerät als auch über Fernzugriff möglich. Zudem stellt das Toolkit einen File- und Package-Manager sowie Updatemechanismen bereit. Das Layout und die Größe des virtuellen Keyboards, über das asiatische, arabische und kyrillische Schriftzeichen genutzt werden können, ist anpassbar.
Erste Muster werden ab Dezember 2023 verfügbar sein.
PROFINET-Kommunikationsmodul
Hutschienenmodul für die schnelle und einfache Integration von Komponenten ins PROFINET-Netzwerk
Automatisierungstechnik

Deutschmann Automation stellt den neuen UNIGATE FALCON – PROFINET vor. Das kompakte Hutschienenmodul (DIN Rail) verfügt neben der PROFINET-Device-Schnittstelle standardmäßig über serielle Schnittstellen (RS232/RS422/RS485) sowie einen zusätzlichen Standard-Ethernet-Port und eine optionale CAN-Schnittstelle. So können die unterschiedlichsten Automatisierungskomponenten schnell und einfach an ein PROFINET-Netzwerk angebunden werden. Die PROFINET-Device-Schnittstelle verfügt über einen integrierten 2-Port-Switch. Zudem werden unter anderem MRP (Media Redundancy Protocol) sowie die Systemredundanz S2 unterstützt. Außerdem können hierüber bis zu 1024 Byte Ein- und Ausgangsdaten übertragen werden.
Mit dem Einsatz der sofort lauffähigen Kommunikationsmodule können die Designzeiten und die Time-to-Market eines Endprodukts deutlich optimiert werden. Die UNIGATE FALCON-Produktreihe ist modular aufgebaut mit dem Ziel, die für die jeweilige Anwendung bestmögliche Lösung kostenoptimiert zu realisieren. Das neue PROFINET-Modul zeichnet sich durch eine äußerst kompakte Bauform aus (25 x 95 x 95 mm B/H/T) und ist gut 30 Prozent kleiner als das Vorgängermodell.
UNIGATE FALCON basiert auf der ARM Cortex-M-Prozessortechnologie, die einen deutlich höheren Datendurchsatz im Vergleich zur Vorgängergeneration sicherstellt. Die Übertragungsraten der seriellen Schnittstellen betragen 6 MBaud und sind somit im RS485/422-Betrieb etwa zehnmal schneller. Die Konfiguration der UNIGATE Falcon-Module erfolgt komfortabel per Weboberfläche über die Ethernet-Schnittstelle. Eine freie Programmierung ist mit der Protocol Developer IDE und der von Deutschmann Automation entwickelten, leicht erlernbaren Deutschmann-Script-Sprache möglich. Sie erlaubt die Nachbildung proprietärer Protokolle, ebenso wie die Implementierung von Standardprotokollen. Einfache Scripts lassen sich in wenigen Mikrosekunden abarbeiten. Das entspricht einer Beschleunigung um den Faktor 80. Das Script-Debugging erfolgt mittels USB-Schnittstelle, sodass keine zusätzliche Debugging Hardware erforderlich ist.
Klappen, Hauben, Schiebetüren vollautomatisch bewegen
Neue Produktfamilie elektromechanischer Antriebssysteme für die Industrie
Motoren & Antriebstechnik

Mit Industrial POWERISE® präsentiert Stabilus eine neue Produktfamilie elektromechanischer Antriebssysteme für die Industrie. Hersteller im Bereich Maschinenbau und Automatisierung profitieren von sicheren, komfortablen und vollautomatischen Bewegungen etwa von Wartungsklappen, Hauben, Verstelleinheiten und Schiebetüren.
Elektrisches Heben und Senken – vollautomatische Bewegungen
Industrial POWERISE® ermöglicht, verbessert und automatisiert das Öffnen, Schließen, Heben, Senken, Verstellen und Halten beweglicher Komponenten. Seit Oktober 2023 ist die Basisvariante IPR35 im Markt erhältlich. Sie bietet interne Sensorik und ist die ideale Lösung für moderate Kräfte bis 2,5 kN. 2024 folgen weitere Varianten mit erweiterter Funktionalität und für höhere Kraftanforderungen: über IPR35 Smart und IPR40 bis zum smarten „Flaggschiff“ IPR40 Smart. Auf den amerikanischen Märkten erfolgt die jeweilige Produkteinführung voraussichtlich sechs Monate später.
Wartungsfrei und mit Gasfeder kombinierbar
Industrial POWERISE® zeichnet sich durch wartungsfreien und industrietauglichen Betrieb bis zu Schutzart IP69k aus. Die manuelle Verstellung schützt Anwender und Maschinen auch in Notsituationen wie Stromausfällen. Durch die mögliche Verbindung der elektromechanischen Antriebe mit Stabilus Gasdruckfedern lassen sich dynamische Kräfte und Lastausgleich kombinieren – ein in der Branche einzigartiges Systemangebot.
Standardvarianten mit individuellen Freiheiten
Bereits in den Standardvarianten sind verschiedene Kombinationen technischer Funktionen und Parameter möglich. „Unseren Kunden stehen wählbare Spindelsteigungen von zwei bis 30 Millimeter, mehrere Anschlussoptionen sowie unterschiedliche Kräfte, Hübe und Geschwindigkeiten zur Verfügung“, präzisiert Jürgen Roland, VP Business Unit Industrial bei der Stabilus Gruppe. Für Hersteller, die in ihren Produkten eine eigene Steuerung verbauen, empfehlen sich standardmäßig die Produktvarianten IPR35 und IPR40.
Von der maßgeschneiderten Anpassung bis zur eigenen Serie
Über die Stabilus-Expertenmarke ACE erhalten Maschinenbauer auch kleine Stückzahlen, in verschiedenen Längen und Konfigurationen, ab Lager. Hahn Gasfedern, ein weiteres Mitglied der Stabilus-Gruppe, unterstützt Kunden bei individuellen Adaptionen, die voraussichtlich ab Frühjahr 2024 möglich sein werden – etwa durch individuelle Längen, Motoren mit wahlweisen Spannungen und Drehmomenten sowie verschiedene Spindelsteigungen. Darüber hinaus erlaubt Industrial POWERISE® eine gemeinsame Entwicklung von Antriebsserien, die Stabilus dann exklusiv für den jeweiligen Kunden fertigt.
Mit der Individualisierung untermauert die Stabilus Gruppe ihre Rolle als Motion Solution Provider. Industriekunden erhalten abgestimmte Gesamtlösungen für ihre Aufgaben der Bewegungssteuerung. Die Produktfamilie baut auf den erfolgreichen Erfahrungen des IATF-zertifizierten Automotive POWERISE®-Antriebs auf. In gut zwei Jahrzehnten wurden mehr als 50 Millionen Einheiten für nahezu alle großen Hersteller bis hin in die PKW-Mittelklasse produziert und verbaut.
Flanschlager mit intelligentem Predictive Maintenance-System optimieren Wartungseinsätze
Teure Ausfälle von Maschinen und Fahrzeugen wegen unerkannter Defekte an hochbelasteten Flanschlagern: Sie sollen bald der Vergangenheit angehören, dank einer neuen Generation von Zwei- und Vier-Loch-Flanschlagern. Die Besonderheit: Die Lager aus schmierfreiem Hochleistungskunststoff sind mit Miniatur-Funksensoren ausgestattet und ermöglichen so Condition Monitoring und Predictive Maintenance.
Industrie 4.0, Motoren & Antriebstechnik

Ein Techniker blickt auf sein Smartphone: In einem Transportband der Abführanlage für Bierflaschen nähert sich ein Flanschlager der Verschleißgrenze. Bestand früher die Gefahr, dass der Prozess unerkannt bleibt und einen teuren Anlagenausfall verursacht, tauscht der Techniker das Lager heute ganz entspannt in der Produktionspause aus. Wohl wissend, dass auch die hunderten anderen Lager mit ihm kommunizieren. „Dieses Szenario ist längst keine Science-Fiction mehr. Denn als Teil unseres smart plastics-Angebots statten wir nach und nach Gleitlager aus Hochleistungskunststoff mit vernetzten Sensoren aus“, sagt Thomas Preißner, Leiter Geschäftsbereich igubal Gelenklager bei igus. „Unsere Zwei- und Vier-Loch-Flanschlager der Serie igubal können nun ebenfalls Condition Monitoring und Predictive Maintenance ermöglichen, um unvorhergesehene Schäden zu vermeiden.“
Flanschlager übermitteln ihren Zustand per Funk
Und so funktionieren die neuartigen Industrie-4.0-Lager: igus integriert einen Abriebsensor in die Polymer-Kugelkalotte. Eine dünne Platine, die in der Nähe der Lauffläche sitzt. Ebenfalls eine Batterie für die Stromversorgung ohne Kabel. Somit kann sich das Lager für den sphärischen Ausgleich weiterhin frei bewegen. Mit dem Verschleiß werden die Leiterbahnen der Platine unterbrochen. Wenn die Elektronik das Signal einer Leiterbahn verliert, weiß sie, dass der Verschleiß eine bestimmte Stufe erreicht hat. Der Sensor sendet ein digitales Signal aus – über ein Long Range Netzwerk (LoRa), ein Funkstandard für das Internet der Dinge, der für seine Energieeffizienz bekannt ist. Empfänger ist das Schaltschrankmodul i.Cee, das die Auswertung der Daten übernimmt. Die dazugehörige Software weiß nun, dass die Leiterbahn verschlissen ist und schließt auf den prozentualen Abrieb zurück. Im Laufe der Zeit verschleißt nun der Sensor selbst Schicht für Schicht – parallel zur Lauffläche des Lagers. Und sendet weiterhin Signale aus, die einen jeweiligen Rückschluss auf den Zustand des Lagers erlauben. Wie es um die restliche Lebensdauer bestellt ist und wann ein Wartungseinsatz fällig wird, sehen Anwender auf einem webbasierten Dashboard, auf das sie von überall auf der Welt mit PC, Tablet oder Smartphone Zugriff haben.
Staatliche Eisenbahngesellschaft Luxemburgs erster Pilotkunde der smarten Flanschlager
Die neuen Flanschlager befinden sich in der Prototypenphase. Doch einen Pilotkunden haben sie bereits überzeugt: Die Société National des Chemins de Fer Luxembourgeois (CFL). Die staatliche Eisenbahngesellschaft Luxemburgs betreibt eine 200 Meter lange Waschstraße, die täglich Züge des Nah- und Fernverkehrs reinigt. Dabei führten in der Vergangenheit Störungen der Getriebe am Waschwagen immer wieder zu kostspieligen Anlagenausfällen. Der Betreiber hat sich deshalb von geschmierten Standardkugellagern verabschiedet und stattdessen die vernetzten Kugelkalotten von igus in die UC-Lagergehäuse eingesetzt. Der Vorteil: Die Kalotten aus Hochleistungskunststoff sind korrosionsfrei, chemikalienbeständig und ermöglichen dank integrierter Festschmierstoffe einen reibungsarmen und wartungsfreien Trockenlauf. „Die anderen Lager müssen alle paar Wochen geschmiert werden, was zeitaufwändig ist“, so CFL-Wartungsleiter Mike Feinen. „Diesen Wartungspunkt haben wir somit etwas abgehakt.“ Thomas Preißner: „Die neue Vernetzung setzt diesen Vorteilen das Sahnehäubchen auf. Dank der kontinuierlichen Zustandsüberwachung kann CFL Ausfälle verhindern, Wartungseinsätze optimal planen und die Lebensdauer der Polymerlager voll ausschöpfen.“
Modulare Motion Control der nächsten Generation
Multicore- und Multitasking-Lösung für die Bewegungssteuerung
Automatisierungstechnik, Motoren & Antriebstechnik

Motion Control ist schon immer ein wesentlicher Bestandteil der Automatisierungssoftware TwinCAT von Beckhoff und in vielen Projekten über alle Branchen erfolgreich im Einsatz. Mit TwinCAT MC3 steht nun die nächste Motion-Control-Generation zur Verfügung, die sich insbesondere durch eine modulare Architektur und die konsequente Multicore- und Multitask-Unterstützung auszeichnet.
Betrieb mit verschiedenen Software-Ständen möglich
Alle Erfolgsmerkmale der bisherigen Motion-Control-Lösungen – TwinCAT NC2 – bleiben auch mit der neuen Generation erhalten. Zudem kann TwinCAT MC3 parallel zu NC2 betrieben werden und MC3-Achsen lassen sich auf bestehende NC2-Achsen koppeln. Somit lassen sich neue Maschinenkomponenten mit TwinCAT MC3 umsetzen, ohne bestehende Maschinenkomponenten anpassen zu müssen. Zahlreiche neue Vorteile für die Bewegungssteuerung bringt TwinCAT MC3 durch seine neue modulare Architektur mit sich. Hierzu zählen insbesondere die Multicore- und Multitask-Unterstützung. Zudem entfällt eine feste Beschränkung der Achsanzahl.
TwinCAT MC3 kann auf mehrere CPU-Kerne verteilt werden, wobei synchronisierte Bewegungen über alle Kerne möglich sind. Weiterhin lassen sich Achsen auf dem gleichen CPU-Kern mit unterschiedlichen Zykluszeiten betreiben, je nach ihrer Geschwindigkeit und Funktion. Auf diese Weise wird der CPU-Kern optimal genutzt, da die „schnellste“ Achse nicht mehr den Takt für alle Achsen vorgibt.

Der 60ECF von Portescap bietet ein Drehmoment von bis zu 298 mNm und kann mit den firmeneigenen Getrieben R22HT, R26HT, R32, R32HT und R40 kombiniert werden, um ein großes Ausgangsmoment sowie eine äußerst hohe Drehzahlreduzierung zu erzielen. Er ist sowohl mit als auch ohne Sensor erhältlich, wobei die bewährten Hall-Sensoren eine problemlose Positionssteuerung ermöglichen.
Gleichmäßige Drehmomentabgabe
Der genutete Flachmotor eignet sich hervorragend für Anwendungen, die eine hohe Kraftdichte und ein gleichmäßiges Ausgangsdrehmoment erfordern, beispielsweise in den Bereichen Luftfahrt, Raumfahrt und Verteidigung, Robotik, Industrieautomation und chirurgische Robotik. Konkrete Beispiele sind elektrische Greifer und Exoskelette und chirurgische Roboter.
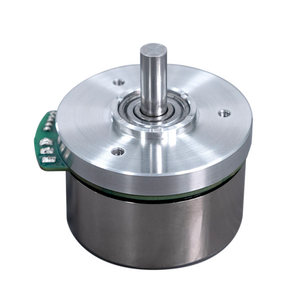
Hochauflösender Inkrementalencoder
Genau messen, auch bei batteriebetriebenen Anwendungen
Motoren & Antriebstechnik, Sensorik

Mit 8 mm Durchmesser ist der IEP3 von Faulhaber sehr leicht und kompakt und bietet dennoch eine Auflösung von bis zu 10.000 Impulsen pro Umdrehung, was durch neueste Chiptechnologie mit hoher Interpolation ermöglicht wird. In der Standardausführung des Inkrementalencoders ist die Auflösung von 1 - 4.096 I/U frei programmierbar. Darüber hinaus sorgt die eingesetzte Chiptechnologie dank Genauigkeitskompensation für eine hohe Positionsgenauigkeit von typ. 0,3 °m sowie für hohe Wiederholgenauigkeit von typ. 0,05 °m.
Einsetzbar von -40 bis + 125 °C
Der IEP3 kann sowohl mit 5 V als auch mit 3,3 V Betriebsspannung versorgt werden. Somit eignet er sich auch für den Einsatz in batterie- bzw. akkubetriebenen Anwendungen, die üblicherweise mit 3,3 V betrieben werden. Ein breiter Temperaturbereich von -40 bis + 125 °C ermöglicht ebenfalls vielfältige Einsatzmöglichkeiten. Der IEP3 eignet sich für unterschiedlichste Anwendungen und zeichnet sich durch hohe Genauigkeit auf geringstem Bauraum aus. Anwendungsgebiete sind unter anderem die Prothetik im Bereich der Medizintechnik, optische Anwendungen wie beispielsweise Teleskope, Mikroskope, Laser oder Kameras, die Halbleiterherstellung oder die Robotik.
Der On-Axis Encoder mit 2-Pol-Gebermagnet ist einfach im Aufbau und robust und mit verschiedenen DC- und Schrittmotor-Serien von Faulhaber kombinierbar. Zum elektrischen Anschluss des Encoders sind verschiedene Optionen wie PVC oder FEP Kabel, Steckeroptionen sowie verschiedene Kabellängen verfügbar.
Aufzugstechnik trifft auf Intralogistik
SIL3-zertifizierte Systemlösungen für die sichere Positionierung und Geschwindigkeitsauswertung in linearen Applikationen
Sensorik, Sicherheit & Industrieversorgung

Was haben Smart-Factories und Smart-Cities gemeinsam? Der Erfolg basiert immer auf intelligenten Sensorsystemen und deren Vernetzung. Daher erscheint es nur folgerichtig, dass nötige Funktionalitäten aus dem einen Bereich auch in dem anderen auftauchen. Ob ein Aufzug Personen oder ein Regalbediengerät Waren unterschiedlichen Ebenen zuführt – die Anforderungen an eine exakte und sichere Positionierung und Geschwindigkeitskontrolle sind dieselben.
Sicher von der Personenbeförderung bis zum Warenlager
Die von Kübler für die Aufzugstechnik entwickelten absoluten Positioniersysteme aus der Ants Familie bietet auch für andere Branchen und Applikationen die Möglichkeiten für eine sichere und hundertprozentig schlupffreie Positions- und Geschwindigkeitserfassung. Auch bei intelligenten Lagersystemen in der Intralogistik müssen unterschiedliche “Etagen“ exakt angefahren und dabei relevante Sicherheitsfunktionen realisiert werden.
Ein codiertes Edelstahlband für vertikale Förderhöhen bis 392 m wird an der Applikation angebracht und die Positionsdaten von den Sensoren Ants Base oder Ants Safe mit einer Auflösung bis 0,5 mm erfasst. In Kombination mit den Auswerteeinheiten PSU02 und SGT02 – als Kübler Safe System – können die Daten direkt vor Ort ausgewertet und entsprechende Aktionen ohne Einbeziehung der Anlagen-Steuerung eingeleitet werden. Dadurch sind diese SIL3-zertifizierten Systeme vor allem auch für die Modernisierung und Erweiterung von Anlagen prädestiniert.
Sicherheitsfunktionen wie Endschalter, Verzögerungskontrolle, Übergeschwindigkeit oder auch die sichere Positionierung werden übernommen und zahlreich mechanische Komponenten können eliminiert werden. Wie zum Beispiel ein mechanischer Geschwindigkeitsbegrenzer, der bei Übergeschwindigkeit die entsprechende Bremsvorrichtung auslöst, um einen Absturz (oder “Auf“-Sturz) zu verhindern. Dies reduziert die Komplexität der Anlage und führt dadurch auch zu Kosteneinsparungen bei Komponenten und Installation. Dank eines innovativen Tools – der Smart Teaching Unit – können die SIL3-zertifizierten Kübler Safe Systems ganz bequem mit einem mobilen Endgerät wie Smartphone, Tablet oder Notebook parametrisiert werden.
Intelligente Sensoren per App parametrieren
Smarte Sensoren sind das Herzstück der digitalen Fabrik: Sie machen Anwendungen wie Condition Monitoring oder Predictive Maintenance überhaupt erst möglich. Die intelligenten Sensoren von Contrinex eignen sich für zahlreiche Einsatzgebiete, denn sie vereinen mehrere Erfassungsmodi in einem einzigen Gerät. Jetzt hat das Unternehmen als Zubehör den PocketCodr-Konfigurator auf den Markt gebracht – ein Tool, mit dem sich die Sensoren ohne IT-Kenntnisse einrichten und abfragen lassen.
Sensorik

Das Industrial Internet of Things (IIoT) eröffnet der Industrie ganz neue Optionen, Prozesse zu optimieren, Kosten zu senken und bisher verborgene Produktivitätspotenziale zu heben. Durch die Integration intelligenter Sensorik können unter anderem Ausfallzeiten reduziert und die Durchsätze erhöht werden. Mit der fortschreitenden Verbreitung des neuen Mobilfunkstandards 5G wird auch die Zahl der IoT-Komponenten in Maschinen und Anlagen stark steigen.
Smarte Sensoren überwachen Prozesse – und sich selbst
Contrinex hat eine große Bandbreite smarter Sensoren im Programm, die exakt auf die Anforderungen von OEMs und Systemintegratoren abgestimmt wurden. Die intelligenten Sensoren erfassen unter anderem Entfernungen und Positionen von Objekten in Fertigungs-, Verpackungs- und Logistikanlagen. Sie basieren auf einem hochkomplexen, applikationsspezifischen ASIC aus eigener Entwicklung, auf dem die Signalaufbereitung erfolgt. Darüber hinaus sind die Geräte mit einer IO-Link-Schnittstelle ausgestattet (SSP 3.3), die nicht nur die kontinuierliche Überwachung der Prozessdaten ermöglicht, sondern auch das dauerhafte Monitoring des Sensorstatus und die Einstellung der Sensorempfindlichkeit. Via IO-Link kann der Anwender zudem die Sensor-ID überprüfen, sodass eine Installation am falschen Ort praktisch ausgeschlossen ist.
Mehrere Erfassungsmodi in einem einzigen Sensor
Die smarten Sensoren von Contrinex sind in einer induktiven und einer photoelektrischen Ausführung erhältlich. Beide Varianten bieten mehrere Sensormodi in einem Gerät und eignen sich daher für den Einsatz in einer Vielzahl von Applikationen. Neben dieser Vielseitigkeit zeichnen sich die smarten induktiven Sensoren vor allem durch eine hochauflösende Entfernungsmessung aus. Die smarten photoelektrischen Sensoren verfügen zusätzlich zu den allgemeinen Features noch über eine lokalisierte D2D-Prozesslogik (Device to Device), die sensorgestützte Entscheidungen ermöglicht.
Da Contrinex beim Design seiner smarten Sensoren besonderen Wert auf eine kompakte Bauweise gelegt hat, ist die Integration der Geräte in die Anwendung relativ einfach. Dasselbe gilt für den Austausch: Dank der Speicherung der Sensor-Konfiguration auf dem lokalen IO-Link-Master gelingt der Wechsel der Geräte per Plug-and-Play – ohne Funktionsverlust und Neukalibrierung.
PocketCodr ermöglicht Parametrierung ohne IT-Kenntnisse
Auch die Einrichtung und Abfrage der Sensoren ist sehr leicht. Contrinex hat eigens dafür ein neues Tool entwickelt: Den PocketCodr. Der Konfigurator erlaubt zum einen die codefreie Parametrierung über ein Widget. Zum anderen können bestimmte Sensor-Einstellungen per Remote-Freigabe mit anderen Benutzern geteilt werden, sodass Mitarbeiter an unterschiedlichen Standorten darauf Zugriff haben. Bislang ist der PocketCodr der einzige Sensor-Konfigurator am Markt mit dieser Funktionalität.
Über das neue Tool kann der Anwender also direkt mit dem Sensor interagieren. Die einfache Handhabung ist insbesondere vor dem Hintergrund des anhaltenden Fachkräftemangels interessant, da auch Mitarbeiter ohne Programmiererfahrung mit ein wenig Übung dazu in der Lage sind, die Parametrierung und Abfrage durchzuführen.
Anlagen lassen sich effizient aus der Ferne überwachen
Möglich wird das durch die PocketCodr-App für Smartphone und Tablet, die im App Store sowie im Google Play Store heruntergeladen werden kann. Die App enthält sogenannte Action Widgets, die den Nutzer durch die Konfigurationsprozesse führen. Durch Tippen auf eines der Icons öffnet sich ein intuitiv bedienbares Menü, in dem mit wenigen Klicks z. B. der Erkennungssollwert eingelernt oder eine Alarmschwelle eingerichtet werden kann. Der PocketCodr zeigt darüber hinaus parametrische Änderungen an der Sensor-Konfiguration in Live-Datendiagrammen an.
Für Anwender in der Industrie bieten die smarten Sensoren in Kombination mit dem PocketCodr viele Vorteile: Sie profitieren nicht nur von zahlreichen nützlichen Funktionalitäten, die zur Effizienzsteigerung und Kostensenkung beitragen. Über den Konfigurator und die dazugehörige App können sie zudem Fertigungsanlagen auf der ganzen Welt überwachen. So haben Unternehmen mit wenig Aufwand immer alle Prozesse im Blick.
M23-Rundsteckverbinder-Serie
Neue Gehäuse und Einsätze für Stromstärken bis zu 26 A
Elektronik & Elektrik

LAPP baut seine EPIC® POWER Serie weiter aus und präsentiert auf der vier neue M23-Rundsteckverbindereinsätze und drei neue M23-Gehäuse. Eine Besonderheit ist, dass sich alle Gehäuse mit jedem der vier Einsätze kombinieren lassen.
Das EPIC® POWER M23 D6 Steckverbindergehäuse ist einzeln oder mit dem passenden Einsatz erhältlich. Es ist besonders leistungsstark (bis 26 A) trotz platzsparender Baugröße, daher für sehr kleine Geräte geeignet. Das Metallgehäuse ist aus stabilem Zinkdruckguss. Das Gehäuse kann sowohl mit Einsatz für Buchsen- als auch für Stiftkontakte genutzt werden. Typische Verwendungsbereiche sind Elektromotoren und Servoantriebe, die in Umgebungen im Einsatz sind, in denen elektromagnetische Verträglichkeit (EMV) gefordert ist.
Schnelle Verriegelung
Wenn es ganz schnell gehen muss, gibt es den EPIC® POWER M23 D6 TWIST. Dank TWIST-Mechanismus gelingt die Verriegelung mit dem Gegenstück noch schneller. Die Verriegelung erfolgt bereits nach einer Viertelumdrehung und kann mit passenden TWIST-Gegenstücken der Serie EPIC® POWER M23 verwendet werden. Als drittes neues M23-Rundsteckverbindergehäuse stellt LAPP EPIC® POWER M23 F6 TWIST vor. Auch dieses ist einzeln oder inklusive Einsatz sowie mit Einsatz für Buchsen- und Stiftkontakte erhältlich. Der Kupplungsstecker F6 TWIST zur Verwendung mit Kabelstecker D6 ist, wie die beiden anderen Gehäuse, leistungsstark bis 26 A und ideal für die Konfektion mit Servoleitungen. Das TWIST-Schnellverriegelungssystem ermöglicht einfaches Verbinden mit dem Gegenstück.
Einsätze mit PE-Crimpkontakt
Hinzu kommen die leistungsstarken M23-Rundsteckverbindereinsätze EPIC® POWER M23 Inserts für die individuelle Bestückung mit Buchsen- oder Stiftkontakten sowie mit PE-Crimpkontakt, zur Herstellung eines EPIC® POWER M23-Rundsteckverbinders. Der M23-Rundsteckverbindereinsatz ist mit unterschiedlichen Polbildern für bis zu 7 Arbeitskontakte sowie einem PE-Kontakt erhältlich. Als konfektionierter M23-Rundsteckverbinder eignet er sich für Einsätze unter hohen Spannungen und Stromstärken, zum Beispiel für Servoantriebe. Die Einsätze für Buchsenkontakte und Einsätze für Stiftkontakte passen gleichermaßen in D6- und F6-Gehäuse und können beliebig ausgetauscht werden.
Induktive Koppler mit bis zu 18 W Leistung
Kontaktlose Datenübertragung mit hoher Schockfestigkeit und kurzer Start-up-Zeit.
Automatisierungstechnik

Turck hat seine induktiven Koppler-Sets neu aufgelegt und liefert neben Leistungsverbesserungen auch neue Funktionen wie Selective Pairing. Mit 600 ms Start-up-Zeit ermöglichen die NIC-Koppler verkürzte Produktionszyklen und damit eine erhöhte Produktivität. Dank IO-Link COM3 unterstützen die NIC-Koppler die maximale Datenübertragungsrate von 230,4 kBit/s. Die robusten Koppler widerstehen hohen Schockbelastungen und übertragen 18 W Leistung über eine Luftschnittstelle von 7 mm.
Bidirektionale Kommunikation
Als „berührungslose Steckverbinder“ sind sie absolut verschleißfrei und mit Schutzart IP68 dauerhaft dicht. Ein tolerierter Winkelversatz bis 15° und ein Parallelversatz bis zu 5 mm sorgen für hohe Montagefreiheit. Die Diagnosefunktion erkennt das Vorhandensein des Sekundärteils sowie eventuelle Metallobjekte im Luftspalt. Durch bidirektionale Kommunikation können Aktoren angesteuert sowie Sensorsignale gesammelt werden. Neben „Dynamic Pairing“, also der Kopplung beliebiger Primär- und Sekundärteile, unterstützen die Koppler auch das marktweit einzigartige „Selective Pairing“, bei dem ein Primärteil nur mit ausgewählten Sekundärteilen kommunizieren kann. Dazu ist das Gerät via IO-Link direkt ansprechbar. Typische Einsatzgebiete der NIC-Koppler sind Wechselwerkzeuge, Rundtakttische oder fahrerlose Transportfahrzeuge.
Konduktionsgekühlte Netzteil-Serie
Neues Design für opimierte, lüfterlose Wärmeableitung
Elektronik & Elektrik

Lüfter sind seit langem die bevorzugte Methode zur effizienten Kühlung von elektronischen Systemen und Netzteilen, da sie kostengünstig sind und die Wärme von elektronischen Bauteilen effektiv ableiten. Allerdings können Lüfter auch Nachteile mit sich bringen, z.B. durch Geräuschentwicklung, Verschleiß durch Staub- und Partikeleintrag oder das Risiko von Ausfällen im Falle einer Blockierung oder Beschädigung des Lüfters.
In den letzten Jahren wurden verschiedene Kühltechnologien entwickelt und verbessert, wie z. B. die Grundplatten-, Wärmerohr- und Flüssigkeitskühlung sowie thermoelektrische Kühlsysteme. Viele der passiven Kühlsysteme, wie z. B. Kühlkörper und Kühlplatten, haben jedoch ihre Grenzen und büßen deutlich an Wirksamkeit ein, wenn sie in Kombination mit leistungsfähigeren Stromversorgungssystemen verwendet werden. Um der wachsenden Kundennachfrage nach einer lüfterlosen Bauweise gerecht zu werden und gleichzeitig die einschränkenden Faktoren konduktionsgekühlter Netzteile zu beseitigen, arbeitet Traco Power an einem neuartigen Netzteildesign, das darauf abzielt, das Potenzial konduktionsgekühlter Systeme zu maximieren.
Neuer Designansatz
Das Ergebnis der Bemühungen ist die neue TCI-Netzteilserie, die sich durch ein innovatives hybrides Gehäusedesign auszeichnet, bei dem die Netzteile teils gekapselt und teils in das Gehäuse eingebaut sind. Das Metallgehäuse sorgt für eine optimale Wärmeübertragung auf jede Grundplatte oder jedes Gehäuse, während die spezielle Vergussmasse eine ideale thermische Verbindung zu allen kritischen Komponenten gewährleistet, was mit konventionellen Netzteildesigns nur schwer zu erreichen ist.
Dank der Kombination der besten Aspekte beider Gehäusetypen verfügen die Netzteile der TCI-Serie über bessere thermische Eigenschaften und erzielen im Vergleich zu Modellen mit herkömmlichem Design bei gleicher Baugröße wesentlich höhere Leistungen, ohne dass ein Lüfter erforderlich ist. Bei Einsatz eines konduktionsgekühlten Systems kann die TCI-Serie 80 bis 100 % der maximalen Nennausgangsleistung liefern, was sie zu einer idealen Lösung für lüfterlose Anwendungen macht.
Geringere Wartung und Geräuschreduktion
Die TCI-Produktreihe umfasst Modelle von 130 bis 500 Watt und bietet unter anderem einen weiten Temperaturbereich von -30 °C bis +80 °C und eine optimierte Bauweise für konduktionsgekühlte Systeme. Es kann ein Wirkungsgrad von bis zu 94 % erreicht werden, die Netzteile sind nach Überspannungskategorie OVC III klassifiziert und bieten eine aktive PFC-Funktion. Alles in allem bietet der Designansatz der TCI-Serie von Traco Power zahlreiche Vorteile, wie z. B. eine hohe Ausgangsleistung mit passivem Kühlsystem sowie reduzierte Geräuschentwicklung, verbesserte Zuverlässigkeit, kompaktere Bauweise und eine höhere Staubbeständigkeit – das alles bei gleichzeitiger Designflexibilität und reduziertem Wartungsaufwand.
Radarsensoren mit CANopen-Schnittstelle
Robuste Sensoren für die stabile Distanz- und Geschwindigkeitsmessung
Sensorik

Die neuen industriellen Radarsensoren von Pepperl+Fuchs sind optimiert für Distanz- und Geschwindigkeitsmessungen für mittlere Reichweiten bis über 25 m. Der Sensor arbeitet nach der frequenzmodulierten Dauerstrichmethode FMCW (Frequency Modulated Continuous Wave). Die Geräte sind in der Lage, sowohl die Distanz als auch die Bewegungsrichtung und Geschwindigkeit von Objekten in ihrem Erfassungsbereich präzise zu bestimmen. Gerade für den Einsatz im Außenbereich unter schwierigsten Bedingungen haben die physikalischen Eigenschaften dieser Technologie im genutzten Frequenzband bei 122 ... 123 GHz große Resistenz gegenüber Störeinflüssen wie Regen, Nebel, Wind, Staub oder Temperaturschwankungen.
Erweiterter Einsatzbereich
Durch die erhöhte elektromagnetische Verträglichkeit sowie die integrierte CANopen-Schnittstelle spezifiziert nach CiA301 zielen die Sensoren auf den Einsatz in Applikationen im Bereich Mobile Equipment und Material Handling ab. Die CAN-Schnittstelle ermöglicht hierbei eine direkte und einfache Integration in CAN-Netzwerke. Im Zuge der robusten Einsatzfähigkeit der Sensoren bringen diese erweiterte Eigenschaften, wie das robuste und kompakte kubische Gehäuse der L2-Serie mit, eine hohe IP-Schutzart nach IP68/69, ein erweiterter Temperaturbereich von -40 ... 70 °C und unterschiedliche Anschluss-Stecker (M12, AMP, DEUTSCH und Festkabel).
Eine erweiterte Funktionalität ist der Betrieb der Sensoren in Sicherheitsanwendungen bis Performance Level c oder Safety Integrity Level 1 beziehungsweise durch eine Redundanz auch PL d/SIL 2 über ein Safety-Konzept, das die Eignung der Sensoren durch deren Diagnosefähigkeit in der Applikation bewertet. Eine Vielzahl von Parametriereigenschaften und erweiterten Funktionalitäten über die CANopen Schnittstelle direkt im CAN-Netzwerk, sowie alternativ über das FDT-Rahmenprogramm PACTware und einer Device-DTM bieten größtmögliche Flexibilität der Sensoren in Anwendungen aller Art.
Hochdrehzahl-Frequenzumrichter
Erhöhte Flexibilität, mehr Leistung und verbesserter Wirkungsgrad
Motoren & Antriebstechnik

Der SFU0200 Frequenzumrichter von BMR ist weltweit in zahlreichen Applikationen mit synchronen und asynchronen Hochdrehzahl-Spindeln im Einsatz. Aktuell ist er mit einem Update versehen worden und bietet mit 510VA gegenüber 480VA bisher ein Extra Plus an Power für den Dauerbetrieb und als Reserve im Pulslastbetrieb - und das bei Verzicht auf den außen liegenden Kühlkörper. Diese Innovation sorgt bei der Tischgerätvariante sowie beim SSE-Schaltschrankgerät durch deutlich kompaktere Abmessungen als beim Vorgänger für Platzersparnis und neue Einsatzmöglichkeiten. Ein optional verfügbarer Synchrongleichrichter im Netzteil reduziert die Erwärmung und erhöht die Effizienz und den Wirkungsgrad.
Maximale Flexibilität
Für die Einbindung in die spezifischen Applikationen vor Ort stehen jeweils 4 frei parametrierbare Ein- und Ausgänge zur Kommunikation mit der Steuerung zur Verfügung. Bei den Ausgängen schalten 3 davon mit einem echten aktiven 24V Pegel und steuern direkt, sprich ohne weitere Beschaltung, die SPS Eingänge an. Das spart Zeit und Kosten.
Ein weiteres Feature: Die Maschinenbetreiber vor Ort können mit dem neuen +10V Referenzausgang mittels Poti individuelle Drehzahl-Sollwertvorgaben einfach und ohne weitere externe Komponenten realisieren.
Elektrischer 3-Finger-Greifer
Komplexe und empfindliche Werkstücke präzise und feinfühlig bewegen
Automatisierungstechnik

Bisher waren die elektrischen Greifer der EH-Serie von Oriental Motor nur in der Standard-Ausführung mit zwei Fingern erhältlich. Ab sofort ist eine 3-Finger-Variante lieferbar. Mit diesem Modell ist sogar das Greifen von komplexen, sowie runden und zylindrischen Werkstücken möglich. Der Greifer fasst Gegenstände mit Außendurchmessern zwischen 2 mm und 24 mm, sowie Innendurchmessern von 14 mm bis 36 mm und erzielt eine maximale Greifkraft von 50 N.
Unterschiedliche Flansch-Varianten
Mithilfe der elektrischen Greifer können Roboter Gegenstände sehr präzise bewegen, da der Antrieb über AZ-Schrittmotoren von Oriental Motor erfolgt. Die Stepper verfügen über einen batterielosen Absolutsensor, der für eine sehr genaue Positionierung des Greiferarms bzw. Endeffektors sorgt. Darüber hinaus hat Oriental Motor einen besonderen Zahnstangen- und Greifmechanismus in die Greifer integriert, der eine sehr feinfühlige Handhabung von Werkstücken erlaubt. Für die Anbindung der elektrischen Greifer an Industrieroboter bietet Oriental Motor verschiedene Montage-Flansche an.
End-of-Arm-Tool für schnelle und genaue Vermessung
Standard-Roboter einfach zur schnellen Mess- oder Prüfmaschine aufrüsten
Automatisierungstechnik

Das Robot Image Capture Tool von evotron ist ein neuartiges Werkzeug für flexible Prüftechnik, das Industrieroboter zu einer universellen Mess- oder Inspektionsmaschine machen kann. Über die standardisierte Anschlussplatte (ISO 9409-1) wird es an genormten Roboterarmen befestigt. Das Modul vereint alle erforderlichen Komponenten für die robotergestützte Bilderfassung: eine CMOS-Kamera mit hochauflösendem Objektiv, eine lichtstarke Power-LED Ringbeleuchtung und einen digitalen Beleuchtungscontroller. Die Signalanbindung erfolgt direkt an die Robotersteuerung (Trigger, Status, Stromversorgung). Zusätzlich wird nur noch ein Kabel benötigt, das die Bilddaten zum Bildverarbeitungssystem überträgt.
Einfache Beleuchtungssteuerung
Das Einrichten ist denkbar einfach: Über die Bahnsteuerung des Roboters wird der Beleuchtungscontroller synchron getriggert und löst zeitlich einstellbar sowohl die Blitzbeleuchtung als auch die Kamerabildaufnahme aus, ohne jegliche zusätzliche Verdrahtung. Dank digitaler Regelung sind präzise ultrakurze Blitzpulse von bis zu 1 µs Dauer möglich. So kann auch bei schnellen Bewegungen unschärfefrei inspiziert werden. Die Blitzzeiten und Kamera-Trigger sind mit 20ns-Auflösung frei programmierbar und können beliebig verschoben werden. So wird die sonst so aufwändige Synchronisation von geblitzter Beleuchtung stark vereinfacht und präzise einstellbar. Dem zugrunde liegt die patentierte lumiSENS®- Technologie, die für Langzeitstabilität, Wiederholbarkeit und digitale Präzision sorgt. Die Konfiguration des Tools erfolgt per Industrial WLAN und ist auch beim Einrichten unter schwierigen Platzverhältnissen problemlos möglich.
Die vier 90°-Sektoren der LED-Ringbeleuchtung können aus dem Capture Tool heraus in beliebiger Reihenfolge und Kombination gesteuert werden, um auch schwierige Beleuchtungsbedingungen oder 3D-Beleuchtungszenarien abzudecken.
Intelligenter M12-Steckverbinder
Condition Monitoring per Bluetooth-Steckverbinder
Elektronik & Elektrik, Sensorik

Mit dem neuartigen SmartMod verlagert IMS Connector Systems die Zustandsüberwachung von Strom, Spannung, Leistung und Temperatur direkt in den Steckverbinder. In Stecker und Buchse der kompakten M12-Verbinder ist jeweils ein Leiterplattenmodul mit Messelektronik, Temperatursensor und Bluetooth-Schnittstelle integriert. Anhand der gemessenen Differenz zwischen Ein- und Ausgang lassen sich Beeinträchtigungen des Energiebezugs durch Kabelknick, Kabelbruch oder fehlende Spannungsversorgung frühzeitig erkennen. Der Messbereich liegt zwischen 0V und 36V und +/-15A bei einer Messabweichung von 0,1%. Die sensorisch erfassbare Temperaturspanne reicht von -40°C bis +85°C.
Automatisierte Alarmierung
Fehlerquellen sind problemlos lokalisierbar, da jeder Steckverbinder eine eindeutige Adresse besitzt, die in der Steuerung hinterlegt werden kann. So lassen sich schadhafte Verkabelungen identifizieren, bevor es zu kostspieligen, zeitraubenden Anlagenstillständen kommt. Die Messwerte können via Bluetooth auf der Feldebene an mobile Endgeräte gesendet sowie mittels Gateway in bestehende Netzwerke zur Prozess- und Anlagensteuerung eingespeist oder in der Cloud gespeichert und ortsunabhängig per Browser abgerufen werden. Damit eignet sich der SmartMod auch zur Einbindung in vorausschauende Wartungssysteme, um bei Überschreitung festgelegter Grenzwerte automatisch Alarm oder Wartungsroutinen auszulösen. IMS CS bietet den SmartMod zunächst in A-Codierung als 4-poligen Stecker mit 3-Adern-Überwachung an. Die Markteinführung des gemäß IP67 bzw. IP69k wasserdicht sowie Hochdruck- und Dampfstrahl-geschützt ausgeführten Steckverbinders ist für das 4. Quartal 2023 vorgesehen.
Robuste Switche für Single Pair Ethernet
Im Metallgehäuse mit Schutzart IP67 und EN 50155 Freigabe für Schienenfahrzeuge
Automatisierungstechnik

HARTING hat mit dem Ha-VIS eCon 4000 M12T1 SPE einen Single Pair Ethernet (SPE) Switch der Schutzart IP67 auf den Markt gebracht. Das robuste Metallgehäuse hält den Widrigkeiten einer rauen Außenumgebung stand (geprüft für Schienenfahrzeuge nach EN 50155) und ermöglicht eine sichere Daten-Kommunikation auch in schwierigen Umgebungen des industriellen Innenbereichs.
Die Übertragung ist geschützt gegen Stoß und Vibration und funktioniert in einem weiten Temperaturbereich (-40 bis +70 °C). Der Switch ist sehr kompakt (191 x 60 x 42 mm) und verfügt über acht Ports. Es gibt zwei Versionen:
- Der eCon 4017GBT-BXT verfügt über einen Gigabit-Uplink zum Ethernet-Netzwerk (M12 X-coded) und kann bis zu 7 SPE-Geräte über 100BaseT1 einbinden.
- Der eCon 4035GBT-BXT verfügt über einen Gigabit-Uplink, als SPE-Schnittstelle sind fünf 100BaseT1- und zwei 1000BaseT1-Ports bestückt.
Automatische Master/Slave-Konfiguration
Neu für einen unmanaged Switch ist die automatische Master/Slave-Konfiguration. Schon beim Anschluss wird automatisch zwischen den Kommunikationspartnern geklärt, wer die „Master“- und wer die „Slave“-Rolle übernimmt. Die Ha-VIS eCon 4000 M12T1 Switches sind gedacht für den Einsatz in den Bereichen Schienenfahrzeuge, allgemeine Fahrzeuge und Automatisierung. In Zonen mit starken Umwelteinflüssen sichern sie die Datenübertragung per Ethernet: dazu zählen Anwendungen in Fertigungslinien, in der kamera-basierten Qualitätssicherung, in Fahrgast- und Fahrer-Informations-Systemen oder der Videoüberwachungen.
M12 Innen-Push-Pull – der passgenaue Standard
IEN D-A-CH hat mit Matthias Schuster, Produktmanager Rundsteckverbinder bei Yamaichi Electronics, über M12-Steckverbinder und die Anwendungsvorteile der Push-Pull Innenverriegelung gesprochen.

IEN D-A-CH: M12-Steckverbinder gibt es in einer Vielzahl von Codierungen. Welche bieten Sie an und welche Einsatzbereiche werden dadurch abgedeckt?
Schuster: Wir bieten die allgemein gängigen Standards an. Für Sensor und Aktor Verbindungen sind dies A5 und A8. Außerdem D4 Steckverbinder für Industrial Ethernet und PROFINET. In der gleichen Steckerfamilie gibt es zudem die B5 Codierung. Für spezielle Applikationen nutzen unsere Kunden aber auch oft die Codierungen, die einfach am besten zu ihrer individuellen Anwendung passt. Die genannten Codierungen entsprechen alle der internationalen Norm IEC 61076-2-101.
Außerdem bieten wir Steckverbinder in der X8-Codierung nach IEC 61076-2-109 an. Dieses Steckgesicht hat ein metallisches Kreuz zur Abschirmung der 4 Aderpaare und überträgt Daten bis 10Gbit/s. Vor allem unser 90° gewinkelter Steckverbinder zeichnet sich hier durch hervorragende Übertragungseigenschaften aus. Die Steckverbinder finden vor allem Verwendung bei Kameraanwendungen oder schnellen industriellen Routern.
Die neueste Kodierung in unserer M12 Familie ist die L-Codierung (IEC 61076-2-111). Hier können mit dem M12 Steckverbinder bis zu 16A übertragen werden. In Verbindung mit einem optionalen PE Pin können somit auch größere Verbraucher sicher versorgt werden. Alle diese Kodierungen können in den M12Push-Pull Mechanismus nach der IEC Norm 61076-2-012 integriert werden.
IEN D-A-CH: Welche Vorteile lassen sich durch die Verwendung der Push-Pull Y-Circ M12-Serie im Vergleich mit einer „klassischen“ M-12 Schraubverbindungen erzielen?
Schuster: Wie bei allen Push-Pull Systemen ist der große Vorteil zunächst das schnelle und einfache Stecken, da man nicht mit mehreren Gewindeumdrehungen verschrauben muss. Das wichtigere Argument aber ist der äußerst geringe Platzbedarf der Innenverriegelung – der Stecker hat einen ähnlichen Durchmesser wie ein normaler Schraub-M12, man muss aber nicht mehr um den Stecker fassen können. Dies erlaubt eine engere Anordnung der Buchsen und eine Integration an schwer zugänglichen Stellen. Viele unsere Kunden setzen genau aus diesem Grund die M12 Push-Pull Lösungen ein. Darum bieten wir auch eine optionale Entriegelungshilfe an, mit der man den Steckverbinder von hinten sehr leicht entriegeln kann.
Die bislang bekannten Systeme mit Außenverriegelung sind einfach sehr groß und benötigen viel Platz – Platz, der häufig nicht vorhanden ist und zukünftig auch immer weniger vorhanden sein wird.
Darüber hinaus bietet das Push-Pull System eine sichere Abdichtung. Bei einem Standard M12 mit Verschraubung muss man immer auf das korrekte Drehmoment achten, damit der O-Ring zur Abdichtung korrekt funktioniert: zieht man zu fest an wird der O-Ring zu stark verquetscht, zieht man zu wenig stark an wird der O-Ring nicht genügen komprimiert. Beide Fälle können einen Ausfall verursachen. Bei einem Push-Pull Stecker kann dies nicht passieren.
Ein weiterer Vorteil ist die Rückwärtskompatibilität und die einfache Integration in vorhandene Gehäuse. Mit einer M12-Push-Pull Buchse kann immer noch ein Standard M12 Schraubstecker verschraubt werden, falls kurzfristig kein Push-Pull Stecker zu Hand ist. Bei einer Integration in vorhandene Geräte kann der Kunde einen speziellen Sockel in sein Gehäuse einpressen, die Abdichtung erfolgt hier ebenfalls über einen Standard O-Ring und nicht über spezielle Formdichtungen. Dies ermöglicht eine sehr einfache und kostengünstige Integration. Es muss lediglich die korrekte Ausrichtung zwischen der Isolator-Codierung und der Gehäuse-Codierung beachtet werden, darum empfehlen wir eine direkte Integration der Kontur in ein vorhandenes Gehäuse oder einen Einpressvorgang.
Zu guter Letzt ist der M12 Push-Pull Steckverbinder nach der IEC Norm 61076-2-012 durch seine innenliegenden Haken sehr robust. Das Gehäuse ist immer aus Metall und die metallischen Rasthaken können auch im ungesteckten Zustand weder durch Drauftreten noch Einklemmen beschädigt werden. Die Schirmübertragung erfolgt ebenso über die metallischen Rasthaken, es wurden somit mehrere Funktionen in einem Teil kombiniert.
IEN D-A-CH: Die Serie ist mit einem robusten Metallgehäuse an den rauen industriellen Alltag angepasst. Welche Schutzarten lassen sich erreichen und auf welche Zahl an Steckzyklen können sich die Anwender einstellen?
Schuster: Alle unsere M12 Push-Pull Steckverbinder haben eine Schutzart von IP65/67. Je nach Kabel können wir aber auch IP68 erreichen. Das entspricht einem Untertauchen in 1m tiefen Wasser für 12 Stunden. Die Steckzyklen geben wir entsprechend der Norm mit 100 Steckzyklen an. Da der Mechanismus aber sehr robust ist haben wir auch bei mehr Steckzyklen keine Bauchschmerzen.
IEN D-A-CH: Lassen sich die Vorteile der Y-Circ Serie auch abseits des M12 Standards nutzen?
Schuster: Wenn unsere Kunden es wünschen, dann sind wir immer gerne bereit auch kundenspezifische Steckverbinder abseits des Standards zu realisieren. Bei M12 bleiben wir mit dem Steckgesicht aber in der Regel innerhalb des Standards, die Anpassungen erfolgen häufig in der Anbindung zur Kundenanwendung. Hier können wir mit unserer großen Fertigungstiefe punkten und flexible Lösungen bieten.
Für Kunden deren Applikationen z.B. eine hohe Zahl von Steckzyklen benötigen oder ein anderes Polbild, empfehlen wir die Y-Circ P Steckverbinderfamilie. In dieser etablierten Push-Pull Steckverbinder Serie liegt der Ursprung des für den M12-Verbinder beschriebenen Verrieglungsmechanismus.
Wir haben sogar für unsere langjährig etablierte Y-Con Serie eine IP69 geschützte Haube für RJ45 mit Push-Pull Verriegelung auf den Markt gebracht, auch das unterstreicht unsere Kompetenz für Push-Pull Steckverbinder-Systeme.
IEN D-A-CH: Software-Tools und Konfiguratoren werden für Lieferprozesse immer wichtiger, für Standard- und kundenspezifische Produkte. Welche Angebote können Sie Interessenten hier machen?
Schuster: Wir nutzen für unsere Y-Circ P Produkte schon seit vielen Jahren einen online Produkt-Konfigurator. Dieses Tool wird sehr gut von unseren Kunden angenommen und es ermöglicht uns komplexe Produktfamilien mit einer Vielzahl an Varianten unseren Kunden zugänglich zu machen. Für den M12 (Y-Circ M) nutzen wir neuerdings ebenfalls diesen Konfigurator. Zukünftig sollen unsere Kunden damit eigene Kabelkonfektionen konfigurieren können. Das Tool ist dabei so eng mit unseren internen Prozessen verknüpft, dass sogar unsere Produktion davon profitiert und wir schnell auf Kundenwünsche eingehen können.
IEN D-A-CH: Single Pair Ethernet ist ein interessantes Thema, nicht nur im Kontext Fabrikautomation. Welche Entwicklungen und Trends sehen Sie hier?
Schuster: Single Pair Ethernet ist sicherlich ein großer Trend für die Zukunft, die Möglichkeiten zur Miniaturisierung und Vereinfachung bzw. Vereinheitlichungen sind einfach zu groß, um sie nicht zu beachten. Auf unserer Roadmap stehen fast alle Single Pair Ethernet Standards, wir sind durch unsere Unabhängigkeit neutral und wollen unseren Kunden die technisch und kommerziell beste Lösung anbieten. Momentan arbeiten wir an den verschiedenen Designs zur IEC 631712/-5/-6/-7, das ist wirklich ein großes Stück Arbeit, aber wir sind uns sicher, dass sich das langfristig lohnen wird. Für die Industrie sehen wir vor allem die SPE-Lösungen in M08 Steckverbindern und die Hybrid-Varianten ganz vorne. Aber auch die Varianten in den M12 Steckverbindern werden sicher ihren Platz im Markt finden, auch hier können wir die Innenverriegelung des M12 Push-Pull integrieren.
IEN D-A-CH: Wir danken Ihnen für das informative Gespräch!
Der digitale Zwilling für industrielle Steckverbinder – Technologietreiber für die Industrie
Der Smart Electrical Connector (SmEC) – als innovatives Steckverbinderkonzept von Harting – ermöglicht die Umsetzung von Technologietrends wie der Smart Factory und dem Einsatz von Gleichspannung in der Industrie. Die aktive Verwaltungsschale auf "Instanz"-Ebene ist dabei der Hebel für das weiterentwickelte Funktions- und Kommunikationsspektrum.
Elektronik & Elektrik

Um zukünftig flexibel auf die Anforderungen von Kunden reagieren zu können, wird das Fertigungsspektrum auf Maschinen und Maschinenmodule aufgeteilt. Diese werden zielgerichtet auf das zu fertigende Produkt zu einer Anlage zusammengesteckt. Eine Änderung der Anlagenkonfiguration ist – zusammen mit der Anpassung der Transportwege in der Produktion – ein bedeutender Aspekt zur Steigerung der Flexibilität.
Transparenz für die wandelbare Fertigung
Für das Management solch wandelbarer Produktionsanlagen ist eine ständige Transparenz der vorliegenden Maschinenkonfiguration essenziell wichtig. Der SmEC erkennt die sichere Verbindung mit seinem Steckpartner und kommuniziert die erkannte Maschinenkonfiguration über eine Datenschnittstelle in der Verwaltungsschale. Das standardisierte Format ermöglicht einen offenen Zugriff auf die identifizierte Anlagenkonfiguration und damit ein Management der Produktionsanlage ohne proprietäre Systemgrenzen.
Der SmEC liest die gewünschte Maschinenkonfiguration aus dem Produktionsplanungssystem und lässt nur die vorgesehene Verbindung zu. Der Steckverbinder blockiert unerwartete Steckpartner, gibt dem Anwender ein visuelles Feedback und verhindert Fehler in der Anlagenkonfiguration. Die Wandlung der Anwendung erfordert keine Elektrofachkraft und kann vom Anwender vorgenommen werden.
Sicherer Einsatz von Gleichspannung
Die Verwendung von Gleichspannung für die Energieversorgung in Industrieanlagen bietet Vorteile auf der Erzeuger- und Verbraucherseite. Erste Umsetzungen zeigen, dass die Energie- und Ressourceneffizienz mit der Verwendung von DC gesteigert werden können. Wandlungsverluste entlang der Versorgungskette werden reduziert und die Resilienz der Gesamtanlage durch die einfachere Verwendung von Batteriespeichersystemen gesteigert.
Neben dem Potenzial für Industrieanlagen bringt die Verwendung von Gleichspannung in der Industrie höhere Anforderungen an die Verriegelung von Steckverbindern. Anders als bei Wechselspannung wird ein Lichtbogen, wie er beim Ziehen eines Steckverbinders unter Last entsteht, nicht beim Null-Punkt Durchlauf der Spannung gelöscht. In Gleichspannungsnetzen ist ein Lichtbogen eine bedeutende Gefahrenquelle für Anwender, die es durch entsprechende Maßnahmen auszuschließen gilt.
Der Smart Electrical Connector erkennt den gefährlichen Zustand und verriegelt den Steckverbinder, sofern eine Spannung anliegt. Erst, wenn der Steckverbinder spannungsfrei ist, öffnet die Verriegelung des Steckverbinders, und er kann gezogen werden. Die Öffnung des Steckverbinders erfolgt je nach Sicherheitsanforderung – entweder autonom im Steckverbinder oder redundant mit der Bestätigung durch die Anlagensteuerung.
Energiemanagement für eine nachhaltige Produktion
Gesetzliche Vorgaben und gesellschaftlicher Druck erhöhen die Relevanz von energie- und ressourceneffizienten Fabriken. Zur Steigerung der Energieeffizienz in einer Anlage sind die Leistungsdaten von hohem Interesse. Der SmEC – als Knotenpunkt der Energieversorgung einer Maschine – erfasst die anliegende Spannung und den Strom. Die offene Kommunikation dieser Leistungsdaten über OPC-UA ermöglicht ein systemoffenes Abbild der aktuellen Energieverbräuche in der Produktion. Damit können Entscheidungen zur Optimierung getroffen werden.
Neben den Leistungsdaten erfasst der SmEC die aktuelle Temperatur im Steckverbinder und kommuniziert diese ebenfalls offen über OPCUA. Gemeinsam mit den Leistungsdaten können diese Daten ausgewertet und ungünstige Maschinenzustände schon vor dem Ausfall der Maschine erkannt werden. Die Verwaltungsschale hält die erforderlichen Informationen für eine Instandsetzung der Anlage bereit, und die Verfügbarkeit der Anlage wird erhöht.
Zeitersparnis in der Konstruktion
Ein bedeutender Vorteil liegt hier in der Zeitersparnis für Maschinenentwickler. Die Verwaltungsschale beinhaltet die erforderlichen Daten zur Konstruktion und gewährleistet Einfachheit, Schnelligkeit und Genauigkeit: leicht und schnell zugänglich über ein maschinenlesbares AAS Austauschformat. Fehler durch falsche Daten sind somit ausgeschlossen.
Keine Chance für Toleranzen – Mit smarter Software toleranzbehaftete Prozesse automatisieren
Die Automatisierung von toleranzbehafteten Prozessen stellt bis heute in vielen Fällen eine Herausforderung dar. Zumindest wenn man es über herkömmliche Herangehensweisen versucht. Mit den smarten Softwarelösungen von ArtiMinds lassen sich zuverlässige Anwendungen hingegen unkompliziert erstellen. Wie breit das Spektrum ist, veranschaulichen verschiedene bereits umgesetzte Beispiele.
Automatisierungstechnik

In der industriellen Produktion und Montage finden sich eine Vielzahl von toleranzbehafteten Prozessen, die Anwender auch bei einer manuellen Umsetzung vor große Herausforderungen stellen. Dazu gehören etwa die Montage von Baugruppen mit aufeinander aufbauenden Toleranzen, das Handling von biegeschlaffen Teilen oder End-Of-Line-Tests von kompletten Baugruppen.
Was zeichnet stark toleranzbehaftete Prozesse aus?
Produktionsprozesse in den genannten Bereichen weisen Toleranzen meist in mehreren Dimensionen auf, so dass der Einsatz einfacher Messverfahren oder mechanischer Lösungen nicht ausreicht, um sie zuverlässig zu automatisieren. Häufig stehen keine Anbieter am Markt zur Verfügung, die sich mit der Entwicklung von Sonderlösungen mit aufwendigeren Messverfahren auskennen. Als Konsequenz werden trotz sinnvollem ROI Automatisierungspotentiale liegen gelassen.
An dieser Stelle können smarte Softwarelösungen, wie sie ArtiMinds anbietet, ihre Vorteile ausspielen. Denn dann sind weder mehrdimensionale Toleranzen ein Problem, noch fehlendes Expertenwissen. Stattdessen führen zwei Schritte zum Erfolg:
- Der erste Schritt ist die unkomplizierte Feststellung der relevanten Toleranzen. Für die Messung der Toleranzen kommen mit den ArtiMinds-Tools viele verschiedene Sensorikverfahren in Frage.
- Im zweiten Schritt sorgt die Daten-getriebene Verbesserung der Automatisierungsanlage für mehr Leistung, indem vermessene Toleranzen wiederverwendet werden.
Fallbeispiel 1: Stecker-Montage
EBM-Papst setzt seit Mitte letzten Jahres drei Robotiklösungen mit ArtiMinds-Software für die Produktion von Gebläselüftern im Werk in Landshut ein. Die Montageroboter stecken Leiterplatinen auf ein schwimmend gelagertes Gehäuse. Die prozesssichere und taktzeitkonforme Durchführung des stark toleranzbehafteten Prozesses erfolgt unter Verwendung der ArtiMindsFeatures für den Toleranzausgleich mittels Kraft/Momenten-Sensorik. Bei der Inbetriebnahme konnten mit der automatischen Prozessdatenerfassung und -analyse die Ergebnisse des Toleranzausgleichs einzelnen Werkstückträgern zugeordnet und gezielt verbessert werden, wovon auch weitere Prozessschritte in der Anlage profitieren.
Nach der Montage führen zwei Roboter einen End-Of-Line-Test durch, bei dem mehrere Stecker automatisch auf der montierten, schwimmend gelagerten Platine kontaktiert werden. Der Toleranzausgleich erfolgt dabei ebenfalls mit ArtiMinds-Tools, was die Prozesssicherheit erhöht. Aufgrund der frei konfigurierbaren Steckerposition auf der Leiterplatine müssen die Roboter neben unterschiedlichen Bauteilvarianten auch bis zu 360 Winkelstellungen des Steckers abdecken. Die Taktzeitanforderungen werden erfüllt, indem EBM-Papst die Softwarefunktion TPO (Teach-Punkt-Optimierung) einsetzt. Sie berechnet anhand des zuvor durchgeführten Toleranzausgleichs pro Variante und pro Winkelstellung einen passenden Anfahrpunkt und stellt diesen über eine SPS dem Roboter zur Verfügung. Somit passt sich der Prozess nach wenigen Durchläufen automatisch den Toleranzen der jeweiligen Variante und Winkelstellung an. Über die Produktionsdauer hinweg können somit auch Toleranzen von weiteren Chargen in die Datenbank integriert werden. Dieser Lerneffekt führt zu einer robusten Produktion und verhindert ein aufwändiges Nachteachen bei veränderten Bedingungen.
Fallbeispiel 2: Kabel-Handling
Ein anschauliches Beispiel für die Herausforderungen von biegeschlaffen Teilen ist das automatische Abgreifen von Kabeln. Mit der Bausteinbibliothek von ArtiMinds kann die Bestimmung des Griffpunkts und die Ausrichtung des Greifers relativ zum Kabel anhand eines Scans des Kabelendes schnell und prozesssicher umgesetzt werden. Auf diese Weise lässt sich ein breites Spektrum an Zuführungsarten realisieren. Um solche Anwendungen möglichst einfach umzusetzen, erlaubt die Software die einfache Verwendung von Standardsensoren im Roboterprogramm, z.B. 2D- und 3D-Kameras aber auch Profil-Laserscanner, um Toleranzen automatisch zu bestimmen und auszugleichen.
Eine Herausforderung ist, dass bei stark toleranzbehafteten Prozessen wie dem Kabel-Handling häufig nicht nur eine, sondern mehrere Messungen verrechnet werden, um alle Toleranzen zu bestimmen. Profil-Laserscanner bieten eine schnelle, hochgenaue 3D-Vermessung entlang einer Linie bei vergleichsweise einfacher Einrichtung und geringen Kosten. Mit der ArtiMinds-Bibliothek lassen sich die Ergebnisse von Profil-Laserscannern direkt auf der Robotersteuerung weiterverarbeiten ohne zusätzlichen Auswertungsrechner. Die Bibliothek unterstützt neben dem Datenbezug (d.h. Auslösen von Detektoren, Ergebnisbezug und mehrfache Ergebnisspeicherung) auch die Datenverarbeitung. Letztere umfasst von einfachen Operatoren (z.B. Sicherheitschecks) bis zu komplexeren Operatoren (z.B. Erstellung eines Scans aus vielen Messungen) eine breite Palette an Möglichkeiten für neuartige Automatisierungslösungen.
Fallbeispiel 3: kraftgeregelte Montage
Mit dem Tool LAR bietet ArtiMinds die Möglichkeit, Prozessdaten von der Robotersteuerung im laufenden Betrieb zu beziehen und abzuspeichern. Sie werden zeitlich den programmierten Teilprozessen zugeordnet, wodurch deren Analyse und Überwachung unkompliziert möglich ist. Bei stark toleranzbehafteten Prozessen lohnt es sich aber, noch einen Schritt weiter zu gehen: Mit der automatischen Teachpunktoptimierung (TPO). Dabei ist die Verarbeitung der Daten aufgrund der verwendeten Schnittstellen standardisiert und ein Zugriff einfach möglich. Die große Stärke kommt durch eine Vielfalt an Filterungsmöglichkeiten. Damit kann sich der Nutzer einfach entscheiden, ob er Optimierungen etwa pro Werkstückträger, Werkstückvariante oder Charge durchführen will.
Ein anschauliches Beispiel ist die automatische Montage von Zahnrädern, wie sie die Firma Primus Präzisionstechnik mit ArtiMinds-Software umgesetzt hat. Bei der Anwendung geht es darum, aus mehreren Einzelteilen Kleingetriebe herzustellen, d.h. drei Wellen und fünf Zahnräder in ein Getriebegehäuse einzubauen. Vor der Platzierung werden alle Teile noch gefettet. Es handelt sich also um eine komplexe Applikation mit vielen Prozessschritten und unterschiedlichen Komponenten, sprich hoher Variantenzahl. Primus ging es bei der Automatisierung nicht um Taktzeitoptimierung, sondern um die Steigerung der Prozess- und Wiederholgenauigkeit. Die Analysesoftware LAR liefert detaillierte Auswertungen und Daten über den Produktionsprozess, basierend auf den Roboterbewegungen, den Kraft/Momenten-Messungen, den Bildverarbeitungsergebnissen oder den Fehlercodes. So lässt sich Verbesserungspotenzial, das mit dem bloßen Auge nicht zu erkennen wäre, einfach objektivieren. Im Ergebnis kann Primus die Präzision der Anwendung bis im 100stel-Bereich nachjustieren und nach einigen Durchläufen erneut auswerten, ob die Änderungen den gewünschten positiven Effekt erzielt hatten.
Die Vorteile der ArtiMinds-Tools liegen auf der Hand: Ohne Expertenwissen und großen Programmieraufwand können selbst stark toleranzbehaftete Prozesse ökonomisch sinnvoll automatisiert werden. Die entstehenden Anlagenkonzepte sind aufgrund des zentralen Einsatzes der Tools und Standardkomponenten sehr flexibel und können einfach an neue Anforderungen adaptiert werden.
Autorin: Silke Glasstetter | ArtiMinds Robotics GmbH
A
ArtiMinds Robotics GmbH 20B
Baumer GmbH 8 Beckhoff Automation GmbH 14 BMR elektrischer & elektronischer Gerätebau GmbH 17C
Contrinex Sensor GmbH 15D
Deutschmann Automation GmbH & Co. KG 12E
Evotron GmbH & Co. KG 18H
HARTING KGaA 18, 20I
IDS Imaging Development Systems GmbH 7 IMS Connector Systems GmbH 18 Inovance Technology Deutschland GmbH 9J
K
Kontron Europe GmbH 12 Kübler Group - Fritz Kübler GmbH 15M
METZ CONNECT GmbH 12O
Oriental Motor (Europa) GmbH 17P
Pepperl + Fuchs SE 17 Phoenix Contact GmbH & Co. KG 10 Portescap S.A. 14S
SICK AG 8 Stabilus GmbH 6, 13T
U
U.I. LAPP GmbH 16Y
Yaskawa Europe GmbH 10TIMGlobal Media BV
Ruhrallee 185 - 45136 Essen - Deutschland
o.erenberk@tim-europe.com - www.ien-dach.de
- Redakteur:Kay Petermann k.petermann@tim-europe.com
- Associate Publisher:Marco Marangoni m.marangoni@tim-europe.com
- Marketingleiter:Marco Prinari m.prinari@tim-europe.com
- Web/Newsletter:Marco Prinari m.prinari@tim-europe.com
- Geschäftsführer:Orhan Erenberk o.erenberk@tim-europe.com
Verlagsrepräsentanten
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +41 41 850 44 24
Tel: +44 (0)7594 239 182
Tel: +49-(0)9771-1779007
Tel: +32 (0) 2 318 67 37
Italy, Slovenia
Tel: +39-02-7030 0088
Tel: +90 (0) 212 366 02 76
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631
- IEN D-A-CH WebMag Februar 2026 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Januar 2026 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Dezember 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Oktober 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH September 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Juli 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Mai 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag April 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Februar 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Januar 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Dezember 2024 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag SPS 2024 Sonderausgabe zur sps 2024
- IEN D-A-CH WebMag August 2024 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Juli 2024 EN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Mai 2024 EN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag März 2024 EN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Januar/Februar 2024 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- Dezember 2021 WebMag Neuheiten und Lösungen aus der Automatisierungswelt
- IEN D-A-CH Juni/Juli 2021 I: Dezentrale Automation & Bewegungssteuerung II: Industrielle Sicherheit
- IEN D-A-CH April 2021 Sensorik & Messtechnik
- IEN D-A-CH Februar/März 2021 Fokus I: Industrie-PCs, HMI und Displays. Fokus II: Digitale Transformation und IIoT
- Test issue word breaks et al This is for finding a solution for breaks in terribly long German words.
- IEN D-A-CH WebMag Dezember 2019 In dieser Ausgabe haben wir Ihnen aktuelle Highlights und Trends von der SPS Smart Production Solutions zusammengestellt, die vom 26. bis 28 November in Nürnberg stattgefunden hat.