WebMag Dezember 2022Ausgabe #93 - 12/12/2022
Neuheiten von der SPS und Produkthighlights
Direktzugriff
Inhaltsverzeichnis2 Neues aus der Industrie I: SICK AG | Rohde & Schwarz | Universal Robots3 Neues aus der Industrie II: Baumer | igus | Fraunhofer IPMS4 Neues aus der Industrie III: Open Direct Current Alliance | Melior Motion5 Ressourcen für Anwender in der Industrie6 UNITRONICS (Anzeige)7 SPS-Neuheiten: Symeo | Posital | SICK AG9 SPS-Neuheiten: Kontron | Jumo | Harting10 SPS-Neuheiten: Beckhoff | Siemens11 Interview 3D-Druck Plattform für die Ersatzteilproduktion12 Anwenderbericht Messtechnik: Holzbearbeitung vertikal13 Produkthighlights Automatisierungstechnik I: igus | ECOM Instruments | Hilscher14 Produkthighlights Automatisierungstechnik II: Prosoft | Mitsubishi Electric15 Produkthighlights Bildverarbeitung: Cognex | IDS | Pepperl+Fuchs16 Produkthighlights Elektrik & Elektronik: Hans Turck | Yamaichi | Elec-Con17 Produktneuheiten Messtechnik: Polytec | IMC Test & Measurement | GTM Testing18 Produkthighlights Motoren & Antriebstechnik I: Dr. Fritz Faulhaber | Inovance | Rodriguez19 Produkthighlights Motoren & Antriebstechnik II: Portescap | maxon motor | Carlo Gavazzi20 Produkthighlights Sensorik I:IPF Electronic | Leuze | Amsys21 Produkthighlights Sensorik II: Novotechnik | Wachendorff | Bogen Magnetics22 Produkthighlights Industrielle Sicherheit: Fluke | Euchner | Norelem23 Index24 Ansprechpartner25Firmen in dieser Ausgabe
Carlo Gavazzi GmbH20 Dr. Fritz Faulhaber GmbH & Co. KG19 Hans Turck GmbH & Co. KG17 Hilscher Gesellschaft für Systemautomation mbH14 igus GmbH14 JUMO GmbH & Co. KG10 SCHURTER AG6 Siemens AG11 SIKO GmbH13 Unitronics7 YAMAICHI ELECTRONICS Deutschland GmbH17AMSYS GmbH & Co. KG21 Beckhoff Automation GmbH11 BOGEN Magnetics GmbH22 Carlo Gavazzi GmbH20 COGNEX Germany Inc16 Dr. Fritz Faulhaber GmbH & Co. KG19 ecom instruments GmbH14 Elec-Con17 Euchner GmbH & Co. KG23
















#2 Inhaltsverzeichnis
#3 Neues aus der Industrie I: SICK AG | Rohde & Schwarz | Universal Robots
#4 Neues aus der Industrie II: Baumer | igus | Fraunhofer IPMS
#5 Neues aus der Industrie III: Open Direct Current Alliance | Melior Motion
#6 Ressourcen für Anwender in der Industrie
#7 UNITRONICS (Anzeige)
#8
#9 SPS-Neuheiten: Symeo | Posital | SICK AG
#10 SPS-Neuheiten: Kontron | Jumo | Harting
#11 SPS-Neuheiten: Beckhoff | Siemens
#12 Interview 3D-Druck Plattform für die Ersatzteilproduktion
#13 Anwenderbericht Messtechnik: Holzbearbeitung vertikal
#14 Produkthighlights Automatisierungstechnik I: igus | ECOM Instruments | Hilscher
#15 Produkthighlights Automatisierungstechnik II: Prosoft | Mitsubishi Electric
#16 Produkthighlights Bildverarbeitung: Cognex | IDS | Pepperl+Fuchs
#17 Produkthighlights Elektrik & Elektronik: Hans Turck | Yamaichi | Elec-Con
#18 Produktneuheiten Messtechnik: Polytec | IMC Test & Measurement | GTM Testing
#19 Produkthighlights Motoren & Antriebstechnik I: Dr. Fritz Faulhaber | Inovance | Rodriguez
#20 Produkthighlights Motoren & Antriebstechnik II: Portescap | maxon motor | Carlo Gavazzi
#21 Produkthighlights Sensorik I:IPF Electronic | Leuze | Amsys
#22 Produkthighlights Sensorik II: Novotechnik | Wachendorff | Bogen Magnetics
#23 Produkthighlights Industrielle Sicherheit: Fluke | Euchner | Norelem
#24 Index
#25 Ansprechpartner
Neues Resort im Vorstand der SICK AG
Ulrike Kahle-Roth wird neue Vorständin für Supply Chain & Fulfillment

Ulrike Kahle-Roth (46) übernimmt zum 1. Dezember 2022 das neu geschaffene Vorstandsressort „Supply Chain & Fulfillment“ der SICK AG. Kahle-Roth ist bereits seit 2019 bei SICK beschäftigt. Sie wird die Aktivitäten der Bereiche Procurement, Operations und Fulfillment noch stärker miteinander verzahnen. Das mit dem Start von Frau Kahle-Roth neu definierte Vorstandsressort „Supply Chain & Fulfillment“ wird die Bereiche Procurement, Operations und Fulfillment vereinen. Die Zusammenführung wird sicherstellen, dass trotz der sich global kontinuierlich verändernden Rahmenbedingungen die weltweite Verfügbarkeit der SICK Produkte genau den Anforderungen der Kunden entspricht. Dafür braucht es, eine optimale funktions- und bereichsübergreifende Zusammenarbeit entlang aller globalen Lieferketten.
„Ich freue mich, dass wir mit Ulrike Kahle-Roth eine fachlich wie international sehr erfahrene Führungspersönlichkeit innerhalb der SICK AG gefunden haben, mit der wir das neue Vorstandsressort besetzen können. Der Aufsichtsrat freut sich auf die Zusammenarbeit und wünscht ihr in ihrer neuen Rolle viel Erfolg“, sagt Dr. Robert Bauer, Aufsichtsratsvorsitzender der SICK AG.
Frau Kahle-Roth wurde 1976 in Kehl geboren. Sie hat Betriebswirtschaftslehre (BWL) studiert und hält einen Master of Business Administration (MBA). Nach dem Studium hatte sie verschiedene Funktionen bei The Dow Chemical Company inne, zuletzt als Customer Service Director EMEA. Im Anschluss übernahm sie bei A. Schulman Europe GmbH die Funktion des Senior Director Global Supply Chain. Seit 2019 ist Ulrike Kahle-Roth als Senior Vice President Customer Fulfillment für SICK tätig.
Testgerätehersteller stellt 10 Pakete mit Ausrüstung für Europas Formula Student-Teams bereit
Formula Student-Teams können sich bis zum 1. Januar 2023 bei Rohde & Schwarz bewerben und ein Pakete mit elektronischen Testgeräten für den Einsatz im Jahr 2023 ausleihen. Die vorkonfigurierten Pakete enthalten je ein Oszilloskop und ein Netzteil.

Rohde & Schwarz hat eine Initiative gestartet, um den internationalen studentischen Konstruktionswettbewerb Formula Student zur Entwicklung leistungsstarker Rennwagen in ganz Europa zu unterstützen und im Gegenzug von den Anwendungen der Studenten zu lernen. Dazu stellt das Unternehmen insgesamt zehn maßgeschneiderte Testausrüstungspakete leihweise zur Verfügung. Je fünf der Pakete sind dabei mit einem Tischoszilloskop beziehungsweise mit einem Handheld-Oszilloskop ausgestattet. Dazu kommen jeweils eine Stromversorgung und die erforderliche Ausrüstung.
Zur Bewerbung müssen Teams von europäischen Universitäten bis zum 1. Januar 2023 in einem kurzen Online-Formular begründen, warum sie die Ausrüstung ausleihen möchten und beschreiben, welche Erkenntnisse sie mit Rohde & Schwarz teilen können, indem sie ihre Rennwagenkonstruktion gründlich testen. Bewerben können sich die Studententeams auf der Grundlage ihrer bevorzugten Einsatzfelder wahlweise um die Benchtop-Lösung bestehend aus dem R&S Oszilloskop RTM3000 mit 500 MHz Bandbreite, dem Hochspannungsdifferenztastkopf R&S RT-ZHD016 und dem Netzteil R&S NGP824 oder um das Handheld-Paket mit dem Oszilloskop R&S Scope Rider RTH1004 mit 500 MHz Bandbreite und dem Netzteil R&S NGM202. Die Pakete werden bis Ende 2023 ausgeliehen.
Andreas Grimm, Vertriebsleiter Oszilloskope und Initiator der Formula Student Initiative bei Rohde & Schwarz, sagt: „Unser Unternehmen wurde vor über 80 Jahren von Dr. Lothar Rohde und Dr. Hermann Schwarz, zwei Freunden von der Universität, gegründet. Der Glaube an die Kraft bahnbrechender Ideen und die wissenschaftliche Begeisterung in der universitären Forschung sind bei Rohde & Schwarz tief verwurzelt. Wir wollen die Ingenieure von morgen in den Formula Student Teams mit modernsten Instrumenten unterstützen und von ihren wertvollen Erkenntnissen lernen. Möge das beste Team gewinnen!“ Sollten sich mehr als zehn Formula Student Teams aus Europa bewerben, wählt Rohde & Schwarz diejenigen Teams aus, die die besten Argumente für ihre Ideen präsentieren.
Um ein Team für die Initiative Rohde & Schwarz Formula Student anzumelden, besuchen Sie https://www.rohde-schwarz.com/products/test-and-measurement/oscilloscopes/promotion/formula_students_ 255211.html
Dänischer Cobot Hersteller erweitert Standort München
Universal Robots bezieht im ersten Quartal 2023 neue Büros mit erweitertem Trainingscenter

Universal Robots wird im ersten Quartal 2023 größere Büroräume im neu entstehenden Zielstattquartier im Süden der bayerischen Landeshauptstadt beziehen. Damit reagiert die deutsche Niederlassung, die den DACH-Markt betreut, auf eine weiterhin hohe Nachfrage und das große Potential kollaborierender Roboter in allen Branchen.
Mehr Platz für Showroom und Trainingscenter
Die vier Abteilungen von Universal Robots für die Region Western Europe – Vertrieb, Field Application Engineering, Customer Service und Marketing – ,die aktuell noch in Obersendling untergebracht sind, werden im Zielstattquartier ein neues Zuhause finden. Wesentlicher Bestandteil an der neuen Adresse wird ein Showroom sein, in dem Besucher die Cobot-Modelle in unterschiedlichen Applikationen sehen und programmieren können. Auch wird das Trainingscenter erweitert, um eine höhere Zahl an Cobot-Schulungen anbieten zu können.
„Wir setzen weiterhin auf Wachstum. Denn wir sehen bei unseren Kunden und Interessenten hohen Bedarf an Cobots, um Produktionskosten zu senken und der anhaltenden Arbeitskräftekrise zu begegnen. Im neuen Büro haben wir mehr Raum, um mit unserem immer größer werdenden Team kreativ und produktiv für unsere Kunden und Anwender zu arbeiten. Nicht zuletzt wollen wir als Universal Robots am Standort München auch als attraktiver Arbeitgeber sichtbarer werden“, erklärt Andrea Alboni, General Manager Western Europe bei Universal Robots.
Das Zielstattquartier ist ein im Bauhausstil geprägter Campus, der auf dem ehemaligen Gelände der Firmen Carl Lipp, Zyma und Novartis Consumer Health entsteht und gut an die Münchner Innenstadt angebunden ist.
Neuer Umsatzrekord für die weltweit aktive Baumer Group
Schweizer Sensorspezialist überschreitet erstmals die 500 Mio. € Umsatzmarke

Die Baumer Group hat mit 500 Millionen Euro Jahresumsatz einen weiteren Meilenstein in der Unternehmensgeschichte erreicht. Das Wachstum von über 20 Prozent verteilt sich gleichmäßig über die Weltregionen und Industriesegmente. Das international tätige Schweizer Familienunternehmen mit weltweit 2900 Mitarbeitern entwickelt, produziert und vertreibt smarte Sensoren für die Produktions- und Prozessautomation.
Wachstumsschub durch smarte Sensorlösungen
„Wachstumstreiber im zurückliegenden Geschäftsjahr waren die zahlreichen Neuentwicklungen, mit denen wir unser breites Portfolio smarter Sensorlösungen erweitert haben und unsere Stellung als einer der Technologieführer ausbauen konnten“, sagt CEO Oliver Vietze. Einen maßgeblichen Beitrag zu dem erfolgreichen Geschäftsjahr hat der 2018 eröffnete Standort Stockach in Süddeutschland geleistet. Im High-Tech Center Bodensee entwickelt und produziert Baumer smarte Sensoren und liefert von seinem Logistik-Hub die Bestellungen europaweit aus. Gerade in einem Jahr mit schwierigen Lieferketten war dieses moderne Logistikzentrum mit vollautomatischem Zentrallager ein wichtiger Baustein für die gute Lieferfähigkeit, wie sie Baumer von seinen Kunden bestätigt wird. Die kontinuierlich wachsenden Entwicklerteams für smarte Sensorlösungen treiben die Innovationsoffensive des Technologieunternehmens weiter voran.
Auch am Stammsitz in Frauenfeld (Schweiz) investiert Baumer in die Zukunft. Mit dem Neubau des Innovation Center schafft der Sensorspezialist hier für 20 Mio. Franken hochmoderne Arbeitsplätze für seine Entwickler. Das ressourcenschonende Gebäudeenergie-Konzept mit Solarhülle und Erdwärmenutzung spiegelt den Firmenanspruch „Nachhaltig automatisieren – ökonomisch und ökologisch gemeinsam eine gute Zukunft gestalten“.
Gut gerüstet für schwierige Zeiten
Die Unternehmensstrategie mit hoher Fertigungstiefe und langjähriger Lean-Strategie zahlt sich aus, ist CEO Oliver Vietze überzeugt. Auch wenn die kommenden Monate schwieriger werden dürften, sei Baumer durch viele nachhaltige Investitionen in neue Produkte und die Digitalisierung von Prozessen gut gerüstet für die Zukunft. „Als verlässliches Familienunternehmen sind wir langfristig ausgerichtet und wollen die Chancen nutzen, die sich auch in turbulenten Zeiten immer bieten“, so Vietze. Die Fabrikautomation werde weiter für Wachstum sorgen, denn: „Smarte Produktion beginnt beim Sensor.“
Update für Robotik-Online-Marktplatz
Kostengünstige Automatisierungs-Lösungen können aus dem Portfolio von mehr als 70 Partnern zusammengestellt werden

Wer auf der Suche nach einer individuellen und kostengünstigen Automatisierungslösung ist, kann auf den RBTX Online-Marktplatz von igus zurückgreifen. Interessierte finden hier Low Cost Robotik-Komponenten unterschiedlicher Hersteller. Damit die Auswahl der passenden Einzelteile oder des fertigen Systems noch einfacher gelingt, präsentiert igus den Robotik-Marktplatz 2.0 jetzt in neuem Design und mit neuen Funktionen.
Alle Möglichkeiten der Low Cost Robotik auf einer Plattform bündeln und Automation so leicht zugänglich wie möglich machen: Dieses Ziel verfolgt igus mit seinem Robotik-Marktplatz RBTX.com, der 2019 an den Start ging. Die Online-Plattform bringt Anwender und Anbieter von Low Cost Robotik einfach und schnell zusammen, damit Interessierte für ihre Automationskonzepte genau die Einzelkomponenten oder fertigen Komplettlösungen finden, die ihren Anforderungen und ihrem Budget entsprechen. „Inzwischen kommen auf unserem RBTX-Marktplatz bereits 76 Partner zusammen. RBTX ist in 9 Ländern verfügbar und Interessierten stehen aktuell 259 verschiedene Produkte zur Auswahl – von Robotern über Software, Steuerungen und Leistungselektronik bis hin zu Kameras, Greifern, Sensoren oder Motoren“, erklärt Alexander Mühlens, Leiter Geschäftsbereich Automatisierungstechnik und Robotik bei igus. Dabei werden alle Komponenten vorab miteinander kombiniert und getestet, sodass sie zu 100 Prozent zusammen funktionieren. „Wir möchten unseren Online-Marktplatz fortlaufend um weitere Partner und Produkte erweitern, damit Anwender stets Zugang zu einem aktuellen und vielfältigen Angebot in diesem schnell wachsenden Marktsegment haben“, so Mühlens.
Schneller ans Ziel
Eines der Unternehmensziele von igus: “become the easiest company to deal with“. Das gilt auch für die Benutzerfreundlichkeit der Online-Tools und Plattformen wie RBTX. „Wir haben unsere Webseite analysiert und Feedback von unseren Kunden eingeholt, um herauszufinden, wie wir den Online-Marktplatz und die User Experience weiter optimieren können. Mit dem neuen Design wollen wir noch mehr Marktplatz-Charakter und Übersichtlichkeit schaffen und eine noch intuitivere Nutzung ermöglichen. Damit jeder Interessierte so schnell und einfach wie möglich eine passende Robotik-Lösung findet“, sagt Mühlens. Darüber hinaus finden Kunden auf der Plattform über 100 fertige Low Cost Komplettlösungen und Applikationsbeispiele mit Kompatibilitätsgarantie und Stückliste. Dank neuem Design inklusive Filterfunktion nach Anwendungsfall oder Branche geht das nun noch einfacher. Zudem gibt es jetzt weitere Produktkategorien wie Software. So lassen sich auch GCODE- oder CSV-Dateikonverter sowie komplette LabVIEW-, MATLAB- und ROS Node-Schnittstellen schnell finden.
Beratung vom RBTXpert
Wer nicht genau weiß, welche Automatisierungslösung die richtige ist oder welche Komponenten für das eigene Automatisierungskonzept benötigt werden, kann sich den RBTXpert zur Hilfe holen. Dieser steht Nutzern nun bei jedem Schritt auf der Webseite zur Verfügung und lässt sich direkt für einen Beratungstermin buchen. Dahinter stecken erfahrene Automatisierungsexperten von igus, die Interessierten mit Rat und Tat zur Seite stehen, um für jeden Anwendungsfall die passende Lösung zu finden. Dieser Service ist eine kostenlose Videoberatung, in der Interessierte am Ende ein individuelles Festpreisangebot erhalten.
Sensor- und aktornahe Signalvorverarbeitung mittels KI-basierter Methoden
Fraunhofer IPMS verknüpft neueste Hardware der Mikrosensorik und -aktorik mit künstlicher Intelligenz.

Im Alltag sind digitale Helfer – wie smarte Apps oder mitdenkende Autos – bereits fest integriert. Derzeit erfolgt die Verarbeitung der Daten jedoch zumeist auf großen, externen Servern. Eingebettete künstliche Intelligenz (Edge KI) soll dies ändern und die Verarbeitung von Daten und Algorithmen direkt am Endgerät ermöglichen. Die Leistungsfähigkeit von Edge KI gerade in Kleinstgeräten ist derzeit jedoch noch sehr eingeschränkt. Das Fraunhofer-Institut für Photonische Mikrosysteme IPMS forscht daher an innovativen Lösungen, um Algorithmen des maschinellen Lernens in alltägliche Geräte zu integrieren. Die neuesten Forschungsergebnisse dazu demonstrierte das Institut auf der Messe electronica vom 15. bis 18. November in München.
Vernetzung von winzigen Bauelementen (MEMS) mit Edge KI
Das Fraunhofer IPMS vernetzt zunehmend seine Expertise und Entwicklungen unterschiedlicher Forschungsbereiche. So wurden in einem institutsinternen Projekt Erkenntnisse aus der Mikrosensorik und -aktorik mit neuesten Technologien der Nanoelektronik, drahtloser Kommunikation und Prozessorentwicklungen zusammengeführt. Die daraus entstehenden Synergieeffekte bieten Kunden nun maßgeschneiderte Komplettlösungen für hardwarenahe, KI-gesteuerte Mikrosensoren und -aktoren. Dabei wird eine sensor- bzw. aktornahe Signalvorverarbeitung mittels KI-basierter Methoden (Schwerpunkt: TinyAI/Embedded KI) ermöglicht. Die Vorteile liegen dabei sowohl in einer geringen Latenz in der Verarbeitung als auch in einer sichereren Datenverarbeitung ohne Netzwerkanbindung. Weiterhin ermöglicht die Edge-KI-Lösung ein Nachlernen im Feld, um das System für spezielle vor-Ort Randbedingungen zu optimieren. Speziell für Edge-KI-Sensoren/Aktoren-Lösungen wurde am Institut die bestehende RISC-V Computing Plattform EMSA5 um eine KI-Funktionalität (basierend auf Tensorflow Lite) erweitert. In einem Demonstratoraufbau auf der Messe electronica wird beispielhaft die Signalvorverarbeitung mit Sensoren und Aktoren veranschaulicht. Die Anwendungsgebiete der genutzten Sensoren und Aktoren umfassen Spektrometer, ISFET-Sensoren sowie Ultraschall-Bildgebung (zur Zustandsüberwachung, Gestensteuerung oder Umgebungserkennung bei Cobots).
Gründung der Open Direct Current Alliance (ODCA)
Industrie und Forschung arbeiten am Anschub für die DC-Technologie als Nachfolgeprojekt von DC-INDUSTRIE2.
")
Die Nutzung von Gleichstrom für eine nachhaltige Industrie ist eines der großen Trendthemen, doch der große industrielle Durchbruch steht noch aus. Ein Bündnis von Unternehmen, Forschungseinrichtungen und des ZVEI verleiht der DC-Technologie nun eine neue Dynamik. Das neue Bündnis heißt Open Direct Current Alliance (ODCA) und wurde am 3. November in Frankfurt am Main offiziell konstituiert. LAPP zählt zu den Gründungsmitgliedern der Allianz, die die internationale und praxisnahe Fortführung der deutschen Gleichstromforschungsprojekte DC-Industrie und DC-Industrie2 gewährleisten soll. In diesen Projekten haben seit 2016 über 40 Partnern aus Industrie und Forschung daran gearbeitet, die Energiewende in der industriellen Produktion umzusetzen. Darüber hinaus findet ein enger Schulterschluss mit der Current/OS foundation statt.
Experten gehen davon aus, dass mit dem konsequenten Einsatz von Gleichstrom in der Industrie nicht nur eine einfachere Integration erneuerbarer Energiequellen möglich ist, sondern Umwandlungsverluste zwischen AC und DC je nach Anwendungsfall im zweistelligen Prozentbereich eingespart werden können. Darüber hinaus führt die Verwendung von DC auch zu Materialeinsparungen und somit einer erhöhten Ressourceneffizienz. Damit nimmt Gleichstrom künftig in der industriellen Stromversorgung eine Schlüsselrolle ein. „Die neue Allianz soll das Thema DC weiter vorantreiben. Nach der Forschung und den ersten Produktentwicklungen bei LAPP erfolgt nun der nächste DC-Evolutionsschritt“, freut sich Dr. Susanne Krichel, Head of Innovation and Advanced Technology bei der Lapp Holding AG.
Die ODCA konzentriert sich auf sechs Fokusthemen:
- Aufbau eines internationalen DC-Ökosystems und Etablierung der DC-Technologie für viele Anwendungen.
- Enge Zusammenarbeit zwischen Anwendern, Planern, Herstellern, Zulieferern, Forschungseinrichtungen, Normungsorganisationen und Verbänden.
- Internationale Verbreitung von Wissen und Lösungen zu Gleichstromnetzen.
- Investitionsschutz durch die Erarbeitung und Etablierung eines innovativen und nachhaltigen Gleichstromsystems.
- Plattform für die Gestaltung weiterer Forschungsprojekte.
- Information und Überzeugung von Politik und Gesellschaft über die Chancen von Gleichstrom auf dem Weg zu einer ressourcenschonenden und CO2-neutralen Welt.
Zu den ODCA-Gründungsmitgliedern zählen: Audi, Bender, BLOCK, Danfoss, Eaton Industries, ESR Pollmeier, E-T-A, ETO Magnetic, Fraunhofer IISB, Fraunhofer IPA, FAU Erlangen-Nürnberg, Harting, Innelekt, Jean Müller, KEB, KEBA, KUKA, Lapp, Lenze, Maschinenfabrik Reinhausen, Murrelektronik, Paul Vahle, Phoenix Contact, Rittal, Schaltbau, Schneider Electric, Siemens, SOCOMEC, TH Ostwestfalen-Lippe, TU Braunschweig, TU Ilmenau, Weidmüller, Wöhner.
Zum Vorsitzenden wurde Dr. Hartwig Stammberger, Eaton Industries, zum stellvertretenden Vorsitzenden Dr. Jan Stefan Michels, Weidmüller, gewählt.
Melior Motion wird zur Schaeffler Ultra Precision Drives GmbH
Schaeffler baut Präzisionsgetriebe-Portfolio und Entwicklungskompetenzen weiter aus und vollzieht die Integration auch beim Firmennamen

Anfang dieses Jahres hat der Automobil- und Industriezulieferer Schaeffler mit der Melior Motion GmbH einen innovativen Hersteller von Präzisionsgetrieben unter anderem für die Robotik und Automatisierungsanwendungen übernommen. Ab 1. Dezember 2022 firmiert die Melior Motion GmbH nun als Schaeffler Ultra Precision Drives GmbH. Ziel der Akquisition ist der kontinuierliche Ausbau des Präzisionsgetriebeportfolios der Sparte Industrial und die Sicherung einer strategisch starken Position im dynamisch wachsenden Markt der industriellen Automatisierung.
Standortentwicklung
Seit der Übernahme konnte Schaeffler die Produktionskapazitäten für Präzisionsplanetengetriebe der Baureihe PSC am Melior Motion-Hauptsitz in Hameln, Deutschland, verdoppeln. Zusätzlich wurde für den chinesischen Markt eine Fertigungslinie am Standort Nanjing, China, aufgebaut. Und auch künftig stehen die Zeichen bei der Schaeffler Ultra Precision Drives GmbH klar auf Wachstum. So plant Schaeffler zur Stärkung des Standorts Hameln den Bau neuer Montagelinien und Investitionen in hocheffiziente Produktionstechnologien. Zudem ist ein weiterer Personalaufbau fest eingeplant.
Im Kompetenzverbund der Schaeffler Gruppe setzt die Schaeffler Ultra Precision Drives GmbH am Standort Hameln auf die Entwicklung und Produktion leistungsstarker, verschleißarmer und langlebiger Systemkomponenten für individuelle Anforderungen in der Industrieautomation.
Lösungen für die anspruchsvolle Industrie- und Leichtbaurobotik
Durch die erfolgreiche Integration von Melior Motion ergänzt Schaeffler sein Portfolio im Bereich Präzisionsgetriebe systematisch um ein zweites Standbein. Die vorhandenen Baureihen hochpräziser Präzisionswellgetriebe für zum Beispiel Cobots (RT1 und RT2) werden nun komplettiert durch Präzisionsplanetengetriebe für Industrieroboter. Damit verfügt Schaeffler in der Sparte Industrial über umfassende Entwicklungs- und Technologiekompetenz für branchenübergreifende Applikationen im Bereich der Präzisionsgetriebe.
Kurzwebinar-Serie Künstliche Intelligenz
Das Fraunhofer IPA in Stuttgart veranstaltet in den kommenden Monaten die Webinar-Reihe »KI-Brekkie« mit Einblicken und Highlights rund um Künstliche Intelligenz. Die Teilnahme an den halbstündigen Veranstaltung ist kostenfrei.

Künstliche Intelligenz (KI) ist eine nahezu omnipräsente Technologie, die – richtig eingesetzt – für zahlreiche Branchen viele Potenziale birgt. Allerdings mangelt es in Unternehmen oft an Kapazitäten, um sich einen Überblick über Möglichkeiten und Trends rund um KI zu verschaffen. Genau hier setzt die Abteilung »Cyber Cognitive Intelligence« des Fraunhofer IPA in Stuttgart an. Mit ihrer Webinar-Reihe »KI-Brekkie« , die in Abständen von ca. vier Wochen stattfindet werden jeweils in einem kurzen Impulsvortrag ein aktuelle Themen, Projekte oder eine Technologie vorgestellt. Nach diesem Vortrag gibt es die Möglichkeit, Fragen zu stellen und sich auszutauschen. Die Teilnehmenden können sich für eine oder mehrere Veranstaltungen gleichzeitig anmelden.
Eingeladen sind alle, die sich für das Thema KI interessieren. Anhand des Vortragstitels ist ersichtlich, ob es sich um einen branchenbezogenen Vortrag handelt oder eine generelle Einführung in ein Thema oder eine bestimmte Technologie und auch, auf welchem Wissensniveau dieser in etwa einzuordnen ist.
Das Ziel ist es, einen ersten Einstieg in ein KI-bezogenes Thema zu erhalten. Basierend darauf können die Teilnehmenden entscheiden, ob und wenn ja inwiefern die Inhalte des Vortrags lohnenswert für ihr Unternehmen sein können, sodass eine vertiefende Auseinandersetzung sinnvoll wäre. Auch für diesen zweiten Schritt nach dem Webinar stehen die KI-Experten gerne als Ansprechpartner zur Verfügung.
Die Reihe startet Ende November:
23.11.2022: Einführung in Erklärbare KI (xAI)
21.12.2022: Kalman-Bucy-Informed Neural Networks zur Systemidentifikation
25.01.2023: Einführung in Quantencomputing
22.02.2023: Inverse Reinforcement Learning
22.03.2023: Sicherheit und Unsicherheit von KI-Entscheidungen: Das Kalman Bayesian Neural Network
26.04.2023: EU AI Act
24.05.2023: Deep Reinforcement Learning in Industrial Robots: Safety and Efficiency
21.06.2023: Das Betriebssystem FabOS von der Theorie in die Praxis
Weitere Informationen und die Möglichkeit zur Anmeldung bietet die Veranstaltungs-Webseite des Fraunhofer IPA.
Zehn Tipps für bessere elektromagnetische Verträglichkeit
Das kurze White Paper von Schurter vermittelt dem Leser, welche zehn Punkte bei der effizienten Entwicklung von EMV-stabilen Anwendungen grundsätzlich zu beachten sind.
Elektronik & Elektrik

Die Bedieneinheiten von Maschinen und Anlagen sind einer erhöhten EMV-Störeinstrahlung ausgesetzt. Dies bedeutet, dass der sichere Betrieb der Steuerung bzw. der Anwendung durch Störsignale beeinträchtigt werden kann. Gerade in wichtigen Bereichen wie der Medizintechnik ist es von entscheidender Bedeutung, dass das Eingabesystem störsicher ist und gegen jede Art von EMV-Störungen qualifiziert wurde. Das kurze White Paper von Schurter vermittelt dem Leser, welche zehn Punkte bei der effizienten Entwicklung von EMV-stabilen Anwendungen grundsätzlich zu beachten sind.
Konkrete Vorteile durch TSN für die Industrie
Das White Paper der CC-Link Partner Association Europe beschreibt, wie Time-Sensitive Networking konvergente Netzwerkarchitekturen ermöglicht, die unterschiedlichen industriellen Anforderungen gerecht werden.

Die Einführung von Industrie 4.0-orientierten Anwendungen ist für Unternehmen aller Industrien obligatorisch, um bei den anspruchsvollen und schnelllebigen Fertigungsbedingungen wettbewerbsfähig zu bleiben. Damit die immer größer werdenden Datenmengen, generiert durch computergestützte und intelligente Fertigungsstrategien, genutzt werden können, ist es für Unternehmen sehr bedeutend, robuste und zukunftsorientierte Datennetzwerke einzusetzen. Hierdurch können die Vorteile der Digitalisierung voll ausgeschöpft werden.
CC-Link IE TSN ist eine Schlüsseltechnologie im Bereich des industriellen Ethernet, das TSN-Funktionen mit der Gigabit-Bandbreite kombiniert und bereits schon jetzt verfügbar ist. Diese Technologie wird von führenden Anbietern der Industrieautomatisierung weltweit unterstützt. Unternehmen können somit von einer Produktpalette, breit aufgestellt für verschiedene Industrien, mit interoperablen Geräten und Komponenten profitieren. Hiermit können sie Systeme konfigurieren, die den Weg zur Digitalisierung ebnen.

Einfache elektrische Automatisierung – von der Planung bis zur Installation
Nahtlose, bidirektionale Kommunikation von der Produktentwicklung bis hin zur Inbetriebnahme spart Zeit und Aufwand.
Elektronik & Elektrik

In der Planung und Installation von elektrischer Automatisierungstechnik liegen signifikante Potenziale zur Effizienzsteigerung. Murrelektronik will mit seinem neuen uKonn-X System dazu beitragen, diese zu heben. Das System bietet eine bidirektionaler Kommunikation zwischen Konstruktion, Entwicklung, Montage und Inbetriebnahme und will die die einzelnen Prozesse nahtlos (“seamless”), digital und visuell unterstützen.
Es vermeidet Installationsfehler und hebt gleichzeitig beeindruckende Einsparpotenziale. „Bis zu 70 Prozent Zeitersparnis können das mit unserer neuen Digitallösung allein bei der Installation und Inbetriebnahme sein. Auch die Fehlersuche verkürzt unser System deutlich. Wir sprechen von „Seamless Installation“ in diesem Kontext“, sagt Dr. Paul Zeller, Mitglied der Geschäftsleitung von Murrelektronik.
uKonn-X ist ein System, welches als Digitallösung sämtliche Schnittstellen mit Produkten innerhalb der elektrischen Automatisierungstechnik adressiert. Ziel ist dabei die reibungslose Verbindung aller Beteiligten – menschlich sowie produktseitig – entlang des gesamten Produktentstehungsprozesses. Basis des Systems ist die Digitalisierung bisheriger physischer Komponenten und Kommunikationsabläufe.
In der ersten Ausbaustufe funktioniert uKonn-X wie folgt: Der Inbetriebnehmer oder Installateur einer Maschine liest mit einem mobilen Scanner einen auf den Steckverbindern von Murrelektronik aufgedruckten maschinenlesbaren Code. Die Digitallösung zeigt auf dem eingelesenen Schaltplan sowie dem 3D-Modell der Maschine auf einem Touchdisplay, welche Komponenten miteinander verbunden werden müssen: An den entsprechenden Feldbusmodulen in der Maschine zeigen aufleuchtende LEDs den zugewiesenen Port an. Ist ein Installationsschritt ausgeführt, bestätigt der Installateur die korrekte Verbindung auf dem Display und löst damit zugleich die automatische Dokumentation aus. Verkürzt dargestellt heißt das: Komponente oder Steckverbinder nehmen, scannen, Steckplatz dank leuchtender Diode identifizieren, anbauen oder stecken, bestätigen und Dokumentation auslösen. Sind Änderungen an der Installation notwendig, kann der Installateur oder Inbetriebnehmer diese bequem per integrierter Funktion digital an die Konstruktion kommunizieren. So wird ausgehend von der Installation die Entwicklung unterstützt, das Design der Maschine verbessert und gleichzeitig die exakte Dokumentation gewährleistet. Die Schritte des gesamten Produktentstehungsprozesses werden so nahtlos und reibungslos miteinander verbunden – Seamless Electrical Installation.
uKonn-X interpretiert die Schaltpläne und erstellt die Bill of Material (BOM). Murrelektronik konfektioniert individuelle Steckverbinder und versieht diese mit einer maschinenlesbaren Kennzeichnung. Zudem liefert Murrelektronik die Steckverbinder auf Wunsch in Kundenabstimmung nach ihrer Positionierung innerhalb der Maschine sortiert.
Damit löst Murrelektronik mit einem Schlag gleich mehrere Probleme in der elektrischen Installation von Maschinen, denn diese ist immer noch eine komplexe, mitunter aufwändige, langwierige und fehleranfällige Aufgabe: Bis heute gilt es, elektrische Schaltpläne mit oft mehreren hundert Seiten Umfang zu lesen, zu verstehen und korrekt in eine Verkabelung zu überführen. Sensoren, Aktoren, Switche, Netzteile und noch einiges mehr müssen miteinander verbunden werden. Daher nimmt nicht selten die Fehlersuche und -korrektur mehr Zeit in Anspruch als die eigentliche Installation und Dokumentation. uKonn-X verkürzt diese Zeit, was sich in barer Münze auszahlt, weil sich die Montage- und Inbetriebnahmezeiten reduzieren und die Anlage schneller in Betrieb geht. Zudem vereinfacht uKonn-X den Prozess so weit, dass es dem wachsenden Mangel an qualifizierten Fachkräften entgegenwirkt.
Dr. Paul Zeller: „Murrelektronik ist ausgewiesener Spezialist für nahtlose, dezentrale elektrische Installationstechnik. Wir haben diese nun in die digitale Welt transferiert und zudem mithilfe visueller Unterstützung für den Anwender intuitiv gestaltet, um ein neues Qualitätsniveau sicherzustellen.“
Modulares Kabeldurchführungssystem
Bis zu 40 Kabel mit hoher Schutzart IP66 einfach in Schaltschränke einführen
Elektronik & Elektrik

Um konfektionierte Kabel und Leitungen in Schaltschränke und Gehäuse einzuführen, sind geteilte Dichteinsätze von PFLITSCH eine zeitsparende wie installationssichere Lösungen. Und doch geht es noch besser, wie der Kabelverschraubungsspezialist mit der neuen CABseal Baureihe zeigt.
CABseal ist eine durchdachte Lösung, die aus vier verschiedenen Rahmen-Größen besteht, passend für die gängigen Standardausbrüche im Schaltschrankbau bis 115 mm x 46 mm. Die CABseal Rahmen sind variabel bestückbar mit 4, 6, 8 oder 10 Tüllenfelder. Hierdurch lassen sich max. 40 Kabel mit bis zu 6 mm Durchmesser zuverlässig abdichten. Die Feder/Nut-Kontur der Kabeltüllen verhindern eine fehlerhafte Montage und sorgen für Stabilität.
Einfache Zugentlastung
Die verfügbaren Kabeltüllen mit ihrer flexiblen Dichtlippen-Geometrie gibt es in den Größen GS für Leitungen von 3 mm bis 16 mm Durchmesser und als GL für 16 mm bis 33 mm. Zweifach- und Vierfachtüllen ermöglichen eine erhöhte Packungsdichte. Die CABseal Tüllen sind in den Rahmen flexibel positionierbar. Der große Dichtbereich von bis zu 1,6 mm und die flexible Dichtlippen-Geometrie können Kabeltoleranzen bis 0,4 mm ausgleichen und sorgen auf alle Fälle für eine zuverlässige Abdichtung des Kabels der hohen Schutzart mit IP66/UL Type 4X. Über eine Zugentlastungslasche kann optional mittels Kabelbinder die Zugentlastung erhöht und eine sichere Fixierung der installierten Leitungen erreicht werden.
Die CABseal Rahmen aus glasfaserverstärktem Polyamid haben eine angespritzte Elastomer-Dichtung, sodass keine zusätzliche Flachdichtung am Gehäuseausbruch benötigt wird. Damit wird der Rahmen gegen die Schaltschrank-Oberfläche mit IP 66 abgedichtet. Die Aufbauhöhe von nur 20 mm ergibt eine platzsparende Installation. Bündig sitzende Tüllen ergeben eine durchgängig geschlossene Oberfläche ohne Sicken und Kanten. Das Kabeldurchführungssystem ist mit seinen Eigenschaften für Innen- und Außenanwendungen im Temperaturbereich -40 °C bis +100 °C geeignet. Die hochwertigen Materialien sind halogen- und silikonfrei und UV-beständig, entsprechen den aktuellen RoHS-Vorschriften und der Brandschutzklasse UL 94: V0. Zusätzlich ist CABseal als eines der wenigen Kabeldurchführungsprodukte UL listed. Als Zubehör runden Blindtüllen und Stopfen das Portfolio ab, um nicht benötigte Felder sicher zu verschließen. Eine optionale Montagehilfe vereinfacht bei Bedarf das Einsetzen der Kabeltüllen.

Mit dem LPR-1DHP-350 bietet Symeo eine schlanke Radarsensor-Einstiegslösung vor. Die LPR-Sensoren (Local Positioning Radar) von Symeo zeichnen sich durch ihre Robustheit und Wartungsfreiheit aus und funktionieren selbst unter extremen Umgebungsbedingungen (Hitze, Nässe, Staub, mechanische Belastungen etc.) äußerst zuverlässig. Die neue Einstiegslösung LPR-1DHP-350 wird von Symeo beispielsweise als Ersatz für Ultraschallsensoren bei größeren Reichweiten empfohlen, die empfindlich gegenüber Wind, Witterung und Verschmutzung sind.
Das Radarsystem nutzt den Frequenzbereich von 120 GHz für hohe Präzision und ermöglicht die Erschließung neuer Anwendungsbereiche. Mit nur 90 x 90 x 35 mm kann das kompakte LPR-1DHP-350 auch dort installiert werden, wo bisher kein Radarsystem Platz gefunden hätte.
Robuste lineare Positionssensoren
Widerstandsfähiger Seilzugmechanismus für genaue Messungen bis zu mehr als 1 mio. Zyklen
Sensorik

POSITAL hat sein umfangreiches LINARIX-Portfolio auf breiter Front aktualisiert und weiter optimiert. Gezielt wurden die Linearsensoren dabei mit noch robusteren Seilzugmechanismen ausgestattet. Zugleich wurde eine werkseitige überaus praktische Vorskalierungsoption für Geräte mit analogen Kommunikationsschnittstellen ergänzt. LINARIX-Sensoren, die für genaue lineare Positionsmessungen sorgen, sind gesetzt bei einer Vielzahl von anspruchsvollen Anwendungen, wobei das Spektrum von medizinischen Geräten, über Verpackungsmaschinen, Material Handling-Systeme und Gabelstapler bis zu Aufzügen, Portalkränen und Gleitschützen bzw. Kontrolltoren für die Wasserwirtschaft reicht.
LINARIX-Sensoren bestehen aus einem Multiturn-Absolutgeber und einem robusten Seilzugmechanismus, der eine Seilzugtrommel und Federwerk umfasst. Während das Seil von der Spule des Geräts abgerollt wird, erfasst der Drehgeber präzise die Wellendrehung und meldet das lineare Messergebnis an das Steuersystem. LINARIX-Geräte zeichnen sich durch Genauigkeit und Langlebigkeit aus. Für Robustheit und sicheren Betrieb sorgen Seilzugmechanismen, die noch einmal verstärkt wurden und für über eine Million Zyklen ausgelegt sind. Da die Drehgeber der LINARIX-Geräte im Gros auf berührungsloser magnetischer Messtechnik basieren, sind sie immun gegen Verschleiß und Korrosion – Faktoren, die besonders bei Seilzugsensoren auf Potentiometer-Basis die Genauigkeit deutlich beeinträchtigen können. Breit gefächert ist das Angebot an Kommunikationsschnittstellen, mit dem die LINARIX-Serie aufwartet. Es reicht von Analog, über DeviceNet und CANopen bis zum weit verbreiteten seriellen SSI-Interface.
Vorskalierte Entfernungsbereiche
LINARIX-Sensoren mit analogem Ausgang sind werkseitig so programmiert, dass der Ausgangsbereich (z. B. 0 - 10 V, 4 - 20 mA) den gesamten Messbereich des Seilzugmechanismus abdeckt. Neu ist eine einsatzspezifische Vorskalierungsoption, vorab und ab Werk. Dabei kann der Kunde bei der Bestellung den für die tatsächliche Anwendung erforderlichen Messbereich genau spezifizieren. Entsprechend wird der Seilzugsensor im Werk so vorprogrammiert, dass der Ausgangsbereich exakt dem Entfernungsbereich entspricht, den das Gerät im Betrieb erfasst. Die Vorskalierung vereinfacht die spätere Inbetriebnahme und optimiert die Genauigkeit des analogen Steuersystems im laufenden Betrieb. Ein echtes Plus ist die werkseitige Vorab-Programmierung auch, wenn es um die Installation von LINARIX-Sensoren als Ersatz für ältere Linearsensoren geht. Durch die exakte Vorskalierung kann sichergestellt werden, dass das Geräteprofil spezifischer Altgeräte wie etwa String-Potis punktgenau getroffen wird und der Gerätetausch reibungslos über die Bühne geht.
Gehäuse für höchste Schutzanforderungen
Verfügbar sind die LINARIX-Geräte mit robusten Gehäusen, die auf unterschiedlichste Einsätze und Schutzklassen ausgelegt sind. Neu im Programm sind speziell konditionierte Seilzugsensoren, die mit einer Schutzart von bis zu IP69k erhältlich sind. Sie sind so konstruiert, dass sie regelmäßiges Traktieren mit Hochdruckreinigern problemlos wegstecken. Dies macht die IP69k-Varianten zur ersten Wahl bei Einsätzen in Betonfahrzeugen oder Baggern, die regelmäßig per Hochdrucklanzen gereinigt werden. Abgerundet wird das LINARIX-Portfolio durch spezielle Modelle mit integriertem Neigungssensoren. Diese Kombigeräte kommen etwa in großen Baukränen zum Einsatz, um gleichzeitig den genauen Neigungswinkel der riesigen Kranausleger sowie die exakten Verfahrwege der schweren Hebezeuge zu erfassen.
3D-ToF-Kamera mit Sicherheitszertifizierung
Für die sichere dreidimensionale Umgebungserfassung
Automatisierungstechnik, Sicherheit & Industrieversorgung

Mit der safeVisionary2 launcht SICK die weltweit erste 3D-Time-of-Flight (ToF) Kamera mit Sicherheitszertifizierung Performance Level c nach EN13849. Die 3D-Time-of-Flight-Kamera ermöglicht eine sichere dreidimensionale Umgebungserfassung und damit produktivitätssteigernde Sicherheitskonzepte, z. B. für die Automatisierung von mobilen Robotern und in der Mensch-Roboter-Kollaboration.
Bisherige 2D-Lidarsensoren werden zur flächigen Gefahrbereichsabsicherung eingesetzt. Demgegenüber überwacht die 3D-ToF-Technologie von safeVisonary2 einen dreidimensionalen Raum. Mobile Roboter steigern so ihre Verfügbarkeit, denn das Abtasten in drei Dimensionen reduziert Kollisionsgefahren auch oberhalb der Scanfeldebene eines Sicherheitslaserscanners und ermöglicht in vielen Fällen einen automatischen Wiederanlauf. Zusätzlich sorgt die Seitenabsicherung bei Dreh- und Wendemanövern des Fahrzeugs z. B. nach Be- und Entladevorgängen für mehr Personenschutz.
Mehr Sicherheit trotz weniger Abstand
Bei kollaborativen Roboteranwendungen kann die sichere 3D-Umgebungserfassung notwendige Sicherheitsabstände reduzieren, da sie auch Oberkörper von Personen und damit Risiken wie das Übergreifen oder Überbeugen in Gefahrbereichen zuverlässig erkennt. Zudem ermöglicht safeVisionary2 jetzt eine erweiterte Absicherung des Roboterarbeitsbereiches auf menschlicher Kopfhöhe. Bisher war in der Regel ein Stillstand des Roboters bei unmittelbarer Nähe von Personen notwendig. Der zusätzliche Schutz insbesondere des Kopfes ermöglicht dagegen in vielen Fällen eine echte Kollaboration zwischen Menschen und Roboter, da dieser kraft- und geschwindigkeitsreduziert weiterarbeiten kann.
Auch beim Einsatz mobiler Serviceroboter sorgt safeVisionary2 für mehr Sicherheit. Neben den Schutz- und Warnfeldern zur Fahrwegabsicherung bietet die Kamera ein Konturerkennungsfeld, welches Absturzgefahren z. B. durch Treppen oder Rampen sicher erkennt.
Zusatznutzen aus präzisen 3D-Messdaten
Die Kamera löst nicht nur Sicherheits- sondern auch Automatisierungsaufgaben zuverlässig. Dank herausragender 3D-Messdaten sind Aufgaben wie eine präzise Lokalisierung und Navigationsunterstützung von Fahrzeugen oder die Detektion von Leerpaletten bis hin zur Objektlokalisierung und -vermessung einfach lösbar. safeVisionary2 zeichnet sich durch eine hohe Robustheit aus und ist sowohl in Umgebungen mit Fremdlicht oder Dunkelheit einsetzbar. Ohne bewegliche Teile im Aufbau bietet die Kamera zudem eine sehr hohe Schock- und Vibrationsresistenz.
Mit der Erschließung der dritten Dimension für Sicherheitsanwendungen präsentiert SICK vielfältige neue Möglichkeiten in mobilen und stationären Anwendungen. Der Anwender profitiert so von mehr Flexibilität, Effizienz und Sicherheit und kann dabei auf ein branchenführendes Portfolio an Produkten, Systemen und Services aus einer Hand zurückgreifen.
Erweiterbare Steuerung auf Basis des Raspberry Pi 4
Für höhere Leistungen beim Einsatz im industriellen Umfeld
Automatisierungstechnik

Kontron hat zur SPS 2022 die speicherprogrammierbare Steuerung PiXtend® Pi 4 basierend auf dem Raspberry Pi 4 vorgestellt. Der neue leistungsstarke Einplatinencomputer bietet mit einem Broadcom BCM2711, Quad Core Arm® Cortex® -A72 mit 1,5 GHz einen schnelleren Prozessor als die vorige Generation. Das Haupteinsatzgebiet der elektronischen Steuerung auf Basis des Raspberry Pi liegt vorwiegend im Geräte- und Maschinenbau. Der PiXtend® Pi 4 bietet mit dem Broadcom BCM2711 den leistungsfähigsten Prozessor der Raspberry Pi Foundation. Der Quad Core Prozessor mit Arm® Cortex® -A72, 64-bit SoC unterstützt bis zu 8 GB RAM.
PiXtend® Pi 4 überzeugt durch seine performante Gigabit-Ethernet-Schnittstelle und gewährleistet eine höhere, störungsfreie Datenübertragungsrate. Darüber hinaus bietet der Einplatinencomputer zwei Micro-HDMI-Ports, die für die Übertragung von Audio- und Videodaten zur Verfügung stehen; es werden bis zu 4Kp30 unterstützt. Neben zwei USB 2.0 Anschlüssen stehen zwei zusätzliche USB 3.0 Anschlüsse zur Verfügung, die die Daten bis zu zehn Mal schneller übertragen. Um die maximale Betriebsgeschwindigkeit des Prozessors von 1,5 GHz vollumfänglich nutzen zu können, ist ein passiver Kühlkörper im Aluminiumgehäuse verbaut.
Komplettgeräte für die Hutschiene
Die Steuerung PiXtend® ist in den gängigen Programmiersprachen wie C oder Python programmierbar und für die Verwendung der Soft-SPS CODESYS® geeignet. Die Baugruppen lassen sich durch PiXtend® eIO, einem per Modbus anschließbaren I/O-System für digitale und analoge Sensoren und Aktoren erweitern. Eine einfache Verdrahtung direkt im Gerät oder im Schaltschrank wird durch eine industriegerechte Anschlusstechnik erleichtert. Alle Steuerungsbaugruppen und Module gibt es in einer Basic- oder Pro-Variante als Komplettgerät mit Hutschienengehäuse.
Kompakter Grenzstandmelder
Kapazitive Füllstandüberwachung für den Einsatz von -40 bis 200 °C
Sensorik

Der kapazitive Grenzstandmelder JUMO ZELOS C01 LS detektiert den Füllstand von Flüssigkeiten und Feststoffen und kann in Flüssigkeiten oder Schüttgütern mit Temperaturen zwischen -40 und +200 °C verwendet werden. Mit seiner Auto-Kalibrierfunktionalität wird die Grenzstandmessung zuverlässig und langzeitstabil erkannt. Zusätzlich können nach der Konfiguration die beiden Schaltausgänge automatisch zwischen Messmedium und Reinigungsmedien oder Schaum sicher unterscheiden. Auch Anhaftungen stellen für den zuverlässigen Sensor kein Problem dar.
360° Statusanzeige
Das Produktdesign trägt zur Miniaturisierung in der Sensorik bei, um kompakte Anlagen realisieren zu können. Die Montage erfolgt problemlos mit einem Standard-Drehmomentschlüssel. Da die Abdichtung zum Medium über die Sensorspitze erfolgt, ist keine separate Dichtung erforderlich und somit eine Verwechselung ausgeschlossen. Ein Kurzschluss- und Verpolschutz sorgt beim JUMO ZELOS C01 LS für zusätzliche Sicherheit. Eine antivalente Schaltung ermöglicht die Erkennung von Leitungsfehlern wie zum Beispiel einem Kabelbruch. Durch ein Firmware-Update-Profil kann der Sensor im eingebauten Zustand aktualisiert werden, wodurch Stillstandszeiten der Anlage minimiert werden. Als Ausgangssignale stehen PNP, NPN, push-pull und IO-Link zur Verfügung. Eine 360°-leuchtende Statusanzeige ermöglicht ein leichtes Erkennen des Sensorzustandes nach NAMUR und VDI/VDE.
Umfangreiche Zulassungen
Der Grenzstandmelder verfügt über die Schutzarten IP67/IP69, alle medienberührenden Teile bestehen aus PEEK mit einer homogenen Oberflächenrauheit kleiner Ra 0,8 µm. Er ist mit umfangreichen Zulassungen für Anwendungen in der Lebensmittelindustrie, in der Bahntechnik sowie im Schiffbau lieferbar. Weiterhin werden die Anforderungen nach dem eigensicheren Explosionsschutz, dem Wasserhaushaltsgesetz (WHG) und der elektrischen Sicherheit nach UL erfüllt. Der JUMO ZELOS C01 LS überwacht Behälter, schützt Pumpen vor dem Trockenlaufen oder steuert Ventile, SPS-Eingänge oder Warnsignale an. Typische Anwendungsbeispiele sind Vorratstanks für feste und flüssige Lebensmittel, Wasser und Abwasser sowie Sand oder Granulate. Die Medienerkennung erfolgt automatisch und kann im Bedarfsfall speziell mit und ohne Software eingelernt („geteacht“) werden.
Kompakte Steckverbinder für bis zu 16A / 400 V
Umspritzte Systemkabel für die einfache Installation in Schutzart IP67 (gesteckt)
Elektronik & Elektrik

Mit dem Han® 1A Power Overmolded reagiert HARTING auf den Trend der Miniaturisierung. Die umspritzten Systemkabel übertragen Leistungen von bis zu 16A / 400V. Darüber hinaus erfüllen alle Systemkabel die Schutzart IP67 im gesteckten Zustand. Der Trend zur Miniaturisierung ist allgegenwärtig und zieht sich durch alle Ebenen der Industrie. Im Maschinen- und Anlagenbau beispielsweise erfolgt eine Verdichtung von Funktionen und technischen Eigenschaften mit dem Ziel den Einsatz von Arbeit, Energie und Material zu optimieren – und dies bei gleichbleibender Funktionalität. Daraus resultieren zeitgleich entsprechende Anforderungen an elektromechanische Komponenten und Systemlösungen. Gefragt sind kompakte, robuste und zugleich Plug & Play Verbindungen für den Anschluss kleiner Verbraucher, unter anderem Antriebe, Beleuchtungen oder auch Bedienterminals. Mit den neuen Verbindern kann dies problemlos umgesetzt werden.
Ultra-Kompakte Industrie-PC-Reihe
Hohe Leistungsdichte durch Intel-Core Prozessoren der 12. Generation
Automatisierungstechnik

Der C6040 als neuestes Mitglied der Ultra-Kompakt-Industrie-PC-Serie C60xx von Beckhoff ergänzt die Baureihe um ein noch leistungsstärkeres Gerät und eröffnet dem Anwender somit weitere Anwendungsmöglichkeiten. Die bisher unerreichte Leistungsdichte wird u. a. durch den Einsatz der Intel®-Core™- Prozessoren der 12. Generation mit bis zu 16 Kernen erzielt.
Die 12. Generation unterscheidet je nach Prozessortyp zwischen klassischen Performance-Cores und sogenannten Efficiency-Cores. Wie bei den vorherigen Prozessor-Generationen werden auch bei der 12. Generation die Intel® Celeron®, Pentium®, Core™ i3 und i5 ausschließlich mit klassischen Performance-Cores ausgestattet. Die im C6040 verwendeten Prozessoren Intel® Core™ i7 und i9 sind dahingegen erstmals in einer Hybrid-Architektur aufgebaut. Dies bedeutet, dass der Core™ i7 um vier und der Core™ i9 um acht zusätzliche Efficiency-Cores ergänzt wird. Die Kombination aus Performance- und Efficiency-Cores ermöglicht so die Umsetzung von Applikationen auf insgesamt 12 oder 16 Prozessorkernen.
Leistungsstark für anspruchsvolle Anwendungen
Während Performance-Cores vor allem für hochperformante Single-Thread-Anwendungen geeignet sind, lassen sich auf den zusätzlichen Efficiency-Cores viele weitere Threads in Echtzeit oder im User-Mode ausführen. Jeder einzelne Kern kann in der Taktfrequenz darüber hinaus individuell konfiguriert werden. Das auf dem selbstentwickelten und in Verl produzierten Motherboard zusätzlich integrierte Netzteil bietet ausreichend Leistungsreserven, um die vorhandene Rechenpower der Prozessoren vollumfänglich nutzen zu können. Dabei misst der C6040 nur 132 x 202 x 76 mm. Der neue Industrie-PC ist flexibel einsetzbar und insbesondere geeignet für komplexe Achssteuerungen, aufwändige HMI-Applikationen, Anwendungen mit äußerst kurzen Zykluszeiten sowie Machine-Learning- und Machine-Vision-Applikationen.
Edge-App analysiert Energieverbrauch
Software mit neuem Feature zur Optimierung Antriebssystemen
Motoren & Antriebstechnik

Siemens hat auf der sps 2022 eine Neuerung für die bereits im Markt etablierte Applikation Analyze MyDrives Edge vorgestellt. Diese erhält ein neues Feature, das Transparenz über den Energieverbrauch des gesamten Antriebssystems sicherstellt. Das KI-basierte Feature der Edge-App errechnet alle Daten, ohne dass hierfür zusätzliche Sensorik und spezielle Messgeräte benötigt werden. Die App zeigt auf, wie effizient der Antrieb läuft, wie hoch Energieverbrauch und Betriebskosten sind und welchen CO2-Fußabdruck der Antrieb hinterlässt. Antriebseinstellungen können damit noch besser auf die Kundenbedürfnisse optimiert werden.
Systembetrachtung führt zum optimalen Ergebnis
Mit dem neuen Feature reagiert Siemens auf die aktuellen Bedarfe der Industrie nach mehr Nachhaltigkeit. Elektromotoren verantworten über 70 Prozent des industriellen Energiebedarfs. Simotics SD IE4 Motoren sind mit einem Wirkungsgrad von bis zu über 96% bereits sehr energieeffizient und sind damit auch für einen Betrieb direkt am Netz optimal ausgelegt. Durch den Einsatz von Motoren der sehr hohen Effizienzklassen IE4 oder sogar IE5 sind Einsparungen von bis zu 6% elektrischer Energie möglich. Anhand perfekt aufeinander abgestimmter Motor- und Umrichtersystemen für den drehzahlvariablen Betrieb von Pumpen, Ventilatoren und Kompressoren lassen sich bis zu 30 % Energie einsparen, in manchen Fällen sogar mehr. Der eigentliche Schlüssel zu mehr Energieeffizienz liegt jedoch im Gesamtsystem: Im Zusammenspiel aller Einzelmaßnahmen – von effizienteren Motoren mit drehzahlvariabler Regelung, über digitale Systemkomponenten und Tools bis zur Nutzung von elektrisch gepufferter Energie im Motorenverbund – können im Systemverbund bis zu 60 Prozent Einsparungen erzielt werden. Die Digitalisierung wird somit zukünftig einen großen Beitrag zur Steigerung der Energieeffizienz Motor-betriebener Applikationen leisten. Analyze MyDrives Edge ist zudem Bestandteil des Siemens Xcelerator Portfolios, der neuen digitalen Business-Plattform. Diese ermöglicht es, Kunden jeglicher Größe, ihre digitale Transformation zu beschleunigen und die Wertschöpfung zu steigern. Die neue Business-Plattform zeichnet sich insbesondere durch Einfachheit, Flexibilität und Offenheit aus - alles auf das übergeordnete Ziel ausgerichtet, die digitale Transformation von Unternehmen einfacher, schneller und skalierbar zu machen.
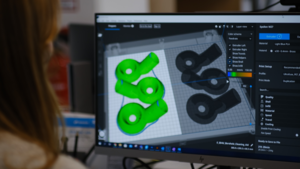
Eine digitale 3D-Druck-Plattform für die Zukunft der Ersatzteilproduktion
Der Einsatz von 3D-Drucktechnologie zur schnellen Verfügbarkeit von Ersatzteilen – auf Abruf am richtigen Ort und in genau der richtigen Menge, wird jetzt dank des deutschen Unternehmens Replique Realität. Wir haben mit Dr. Max Siebert, CEO und Mitbegründer, gesprochen, der einen Einblick in die Bedeutung des Modells von Replique für OEMs und ihre Kunden gegeben hat.
3D-Druck

IEN D-A-CH: Herr Dr. Siebert, können Sie den Lesern einen kurzen Überblick darüber geben, wer Replique ist und was Ihr Unternehmen tut?
Dr. Siebert: Sicher! Replique ist Teil des internen Inkubatorprogramms der BASF, der Chemovator GmbH, und hat die erste vollständig verschlüsselte digitale Lagerplattform für 3D-Druck und Additive Manufacturing (AM) entwickelt. Diese bietet Erstausrüstern (OEM) eine sichere und nachhaltige Möglichkeit, ihren Kunden jederzeit und überall Ersatzteile auf Abruf bereitzustellen. Wir erreichen dies, indem wir unser digitales Warenlager mit einem globalen, dezentralen 3D-Druck-Netzwerk von AM-Experten kombinieren. Durch diese Kombination bieten wir OEMs eine End-to-End-Lösung vom Design über die Herstellung bis zum Versand der Teile.
IEN D-A-CH: Welche spezifischen Herausforderungen lösen Sie für OEMs?
Dr. Siebert: Zunächst müssen OEMs kritische Ersatzteile mit unsicherer Nachfrage bereitstellen oder Ersatzteile für alternde Anlagen unterstützen. Wenn der Bedarf da ist, stellen sie dann immer wieder fest, dass der Lieferant oder das Werkzeug nicht mehr verfügbar ist. OEMs, die mit uns zusammenarbeiten, müssen lediglich das Design in unserem digitalen Bestand speichern. Sobald der Bedarfsfall eintritt, drucken wir das Ersatzteil lokal und auf Abruf.
Ob zu Beginn der Produktphase oder während der gesamten Lebensdauer, die Produktion von kleinen und mittleren Serien ist mit hohen Kosten und Risiken verbunden. Mit AM ermöglichen wir es OEMs, Teile ab einer Losgröße von nur einem Stück kosteneffizient zu produzieren, mit nahezu null Fixkosten, da keine Werkzeuge oder Mindestbestellmengen erforderlich sind. Darüber hinaus können Erstausrüster durch unser Angebot die Kosten für Lagerhaltung und Transport senken, die Umweltbelastung begrenzen und die Ausfallsicherheit verbessern.
IEN D-A-CH: Gut, dass Sie diesen letzten Punkt erwähnen. Jetzt, da der Fokus auf Lieferketten und wie sie beeinflusst werden zunimmt: Können Sie uns mehr darüber sagen, wie Sie die Kosten in der Lieferkette senken und die Widerstandsfähigkeit verbessern?
Dr. Siebert: Die Tatsache, dass Ersatzteile digital und nicht in einem physischen Lager untergebracht sind, eliminiert sowohl Lager- als auch Transportkosten. Die physische Lagerung von Teilen kann zudem Entsorgungskosten verursachen, wenn Teile veraltet sind, was wiederum ein Umweltproblem darstellt. Bei unserem Modell wird ein bestelltes Teil automatisch an den am besten geeigneten Produktionspartner in unserem AM-Netzwerk weitergeleitet. Die Teile können überall und zu jeder Zeit produziert werden, auch an abgelegenen Standorten, was den CO2-Ausstoß in der Logistik reduziert und die Flexibilität der Lieferkette verbessert.
Letzten Endes können Lieferketten aus einer Vielzahl von Gründen unterbrochen werden, sei es durch globale Pandemien, grenzüberschreitende Handelsprobleme oder durch Schiffe, die im Suezkanal festsitzen. In jedem Fall werden Waren und Teile daran gehindert, rechtzeitig an ihren Bestimmungsort zu gelangen, was zu schlaflosen Nächten beim OEM führen kann. Unsere Lösung überwindet solche Probleme, indem sie die Möglichkeit bietet, das zu drucken, was der Kunde braucht, wann immer es gebraucht wird, wo immer es gebraucht wird und in genau der benötigten Menge.
IEN D-A-CH: Könnten OEMs sich nicht einfach selbst mit der Technologie ausstatten und Ihr Geschäftsmodell umsetzen?
Dr. Siebert: In der Realität ist das nicht so einfach. Der 3D-Druck von Ersatzteilen birgt oft Tücken, selbst für diejenigen, die über Fachwissen in deren Fertigung verfügen. Deshalb wenden sich viele Unternehmen – darunter globale Automobilhersteller und Flugzeugbauer – an Experten und Servicebüros, die sie in diesem Bereich beraten und unterstützen.
Wir arbeiten eng mit unseren Kunden zusammen, um die Ersatzteilbestände sorgfältig zu analysieren, einschließlich technischer und wirtschaftlicher Faktoren wie Material, Höhe, Bedarfshäufigkeit und Lieferantenabhängigkeit. Es kann sein, dass nicht jedes Teil für den 3D-Druck geeignet ist. Wir können 2D-Zeichnungen in 3D umwandeln oder anhand von Teilen entwickeln, wenn keine Zeichnungen mehr vorhanden sind. Darüber hinaus unterstützen wir die OEMs bei der Auswahl der richtigen Technologie und des richtigen Materials für ihre Ersatzteile, je nach Anforderung (z. B. Steifigkeit, Härte, UV-Beständigkeit).
IEN D-A-CH: Für welche Branchen ist Ihr OEM-Angebot geeignet und können Sie über ein Kundenbeispiel beschreiben?
Dr. Siebert: Zurzeit arbeiten wir mit Kunden aus verschiedenen Sektoren zusammen, darunter Konsumgüter, Automobil/Transport, Landwirtschaft und Bauwesen sowie Schwermaschinen. Der deutsche Haushaltsgerätehersteller Miele ist ein gutes Beispiel für einen Kunden aus der Konsumgüterbranche. Das Unternehmen nutzt unsere Plattform, um seinen Kunden schnell und kosteneffizient neues Zubehör zur Verfügung zu stellen. Die vollständige Integration unserer Plattform in den Online-Shop ermöglichte die Umstellung auf dezentrale Fertigung. Ein anderer Kunde, die H. Gautzsch Firmengruppe, nutzt unsere Plattform im Rahmen ihrer Nachhaltigkeitsstrategie, um Kunden mit Ersatzteilen zu versorgen und so den Lebenszyklus von Produkten zu verlängern. Hier spielt unser digitales Inventar eine entscheidende Rolle. Andernorts eignet sich der 3D-Druck für Branchen mit langlebigen Maschinen, in denen die herkömmliche Massenproduktion aufgrund der geringen benötigten Stückzahlen schwierig ist. Dies gilt für Schwermaschinen, aber auch für Sektoren wie Transport, Landwirtschaft, Bauwesen, Bergbau sowie Öl und Gas. Die Unternehmen in diesen Sektoren wollen die Verfügbarkeit von Ersatzteilen verbessern und gleichzeitig die Kosten optimieren. Die Kosten für Ersatzteile können beispielsweise nach der Serienproduktion um das bis zu 20-fache steigen.
IEN D-A-CH: Welchen Bedenken begegnen Sie im Markt, beispielsweise in Bezug auf die Sicherheit ihrer geistigen Daten? Wie gewährleistet Replique einen diebstahlsicheren Prozess?
Dr. Siebert: Sicherheit und Qualitätssicherung sind zwei Themen, die von Anfang an ganz oben auf unserer Liste standen. In beiden Bereichen muss das geistige Eigentum in den richtigen Händen bleiben, weshalb alle Datensätze auf unserer Plattform stark verschlüsselt sind. Durch unsere Verschlüsselung fixieren wir nicht nur die Bestellmenge, sondern auch die zuvor festgelegten optimalen Materialien, Technologien und Druckparameter für den Druck. Dadurch können wir wiederholbare Druckqualität über die Jahre hinweg sicherstellen. Darüber hinaus schließen wir mit unseren Fertigungspartnern Geheimhaltungsvereinbarungen ab, um sicherzustellen, dass die Entwürfe der OEMs sicher und vertraulich sind. Was die Qualitätssicherung angeht, so wählen wir unsere Produktionspartner sorgfältig aus. Dabei analysieren und prüfen wir deren Fähigkeiten, wiederholbare, nutzbare Teile herstellen zu können.
IEN D-A-CH: Da der 3D-Druck so grundlegend für Ihr Angebot ist, was glauben Sie, wohin sich die Technologie entwickeln wird? Hat sie die in sie gesetzten Erwartungen erfüllt, oder gibt es Bereiche, in denen sie noch nicht ausgereift ist? Wenn ja, welche sind das?
Dr. Siebert: Replique liefert 3D-Druck-Erfahrung, eine digitale Speicherplattform für die Daten und ein Netzwerk an Druckspezialisten. Der 3D-Druck bietet viele interessante Möglichkeiten und entwickelt sich ständig weiter. Die Kosten für den 3D-Druck sinken aus mehreren Gründen. Die Maschinen werden schneller und moderne Maschinen können mehr Teile gleichzeitig herstellen, beispielsweise durch den Einsatz von zwei Extrusionsköpfen anstelle von einem oder von zwölf Lasern anstelle von vier. Das verkürzt die Druckzeit unglaublich. Darüber hinaus ist jetzt ein stützenfreier Druck möglich, der die Nachbearbeitungszeit und den Materialverbrauch reduziert. Schließlich gibt es neue und effizientere Technologien wie das Drahtbogenverfahren, bei dem Metalldraht mit einem Lichtbogen als Wärmequelle geschmolzen wird, oder den Multi-Filament-Splicer Palette 3, der mehrere Materialien gleichzeitig zum Einsatz bringen kann. Diese Technologien ermöglichen nicht nur billigere Rohmaterialien, sondern sind in der Regel auch schneller. Um jedoch den 3D-Druck in neuen Anwendungen einsetzen zu können und die gleichen Möglichkeiten wie bei der traditionellen Fertigung zu erreichen, muss sich die Palette der Materialien erweitern. Auch wenn AM nicht für jedes Teil in jeder Branche geeignet ist, glauben wir angesichts der aktuellen Trends, dass es ein wichtiger Wegbereiter für digitale Lieferketten und eine Ergänzung zu traditionellen Fertigungstechnologien sein wird.
IEN D-A-CH: Als Unternehmen befinden Sie sich noch in der Anfangsphase. Was sind Ihre Wachstums- und Entwicklungsziele?
Dr. Siebert: Im Moment arbeiten wir mit OEMs zusammen, die auf ihrem Weg zum 3D-Druck schon recht weit fortgeschritten sind. Aber wir wollen auch Unternehmen, die neu in diesem Bereich sind, die Möglichkeit geben, AM zu nutzen und das Geschäft weltweit auszubauen. Als digitale Plattform erwarten wir ein starkes exponentielles Wachstum, zum einen, weil unsere derzeitigen Kunden unsere Dienstleistungen auf ein breiteres Teilespektrum ausdehnen können, und zum anderen, weil neue Unternehmen beginnen werden, unsere Lösung zu nutzen.
Wir wissen, dass derzeit etwa sechs Prozent aller Ersatzteile 3D-druckbar sind, und unser Ziel ist es, den größten Anteil davon zu liefern. Wenn Unternehmen auf unser digitales Inventar und den On-Demand-3D-Druck umsteigen, kann eine erhebliche Kostenverbesserung erzielt werden, und die Nachhaltigkeit kann erheblich gesteigert werden. Um dies zu erreichen und damit AM sein wahres Potenzial ausschöpfen kann, müssen die derzeitigen Lieferketten jedoch überdacht werden.
Gegenwärtig ist der 3D-Druck in gewisser Weise noch auf „Konstruktionen von gestern“ beschränkt. In Zukunft werden Teile für den 3D-Druck konstruiert, wodurch die Kosten gesenkt und die Topologie und das Gewicht eines Teils optimiert werden. Die 3D-Druckindustrie muss diese Vorteile dem Rest der Welt erst noch vor Augen führen, der die Technologie zum großen Teil noch nicht als praktikable Lösung für seine Design- und Fertigungsanforderungen in Betracht gezogen hat.
IEN D-A-CH: Vielen Dank für die umfangreichen Informationen.
Holzbearbeitung vertikal: platzsparend und ergonomisch
Die Striebig AG ist für vertikale Plattensägen ein ähnlicher Gattungsbegriff wie eine gewisse Taschentuchmarke für Papiertaschentücher. Und doch gilt die Firma aus dem schweizerischen Luzern mit ihren ca. 70 Mitarbeiterinnen und Mitarbeitern eher als einer der Hidden Champions. Vor 60 Jahren entwickelte Schreiner Ludwig Striebig eine vertikale Holzbearbeitungsmaschine, mit der er den vertikalen und horizontalen Zuschnitt äußerst platzsparend durchführen konnte, und brachte sie in die Serienproduktion. Seitdem entwickelte Striebig die vertikale Sägetechnik kontinuierlich weiter und etablierte weitere Varianten mit mehr Technik und Automatisierungselementen. In vielen der Maschinen sind Messsysteme der Firma SIKO im Einsatz, die zur Wegmessung der X- und Y-Achse dienen.
Messtechnik

Der Zuschnitt von großen Holzplatten beansprucht sehr viel Raum bei Nutzung horizontaler Plattenaufteilsägen. Eine vertikale Plattensäge ist in vielen Schreinereien und Baumärkten vertreten, weil sie eine enorme Platzersparnis verspricht und einfach und ergonomisch zu bedienen ist. Die Holzplatte wird in einem Sägerahmen in einem Fünf-Grad-Winkel auf Rollen gestellt und angelehnt. Mit einem beweglichen Sägeaggregat kann nun vertikal und horizontal der Zuschnitt erfolgen. Die Maße für die jeweilige Platte können über ein digitales Messsystem des Messspezialisten SIKO sowohl für die X-Achse als auch für die Y-Achse eingestellt werden. Dabei kommt es Striebig auf hohe Genauigkeit an. Das magnetische Messsystem ermöglicht einen auf den zehntel Millimeter genauen Zuschnitt. Zusätzlich verfügt das Messsystem über eine Feinverstellung, d. h. wenn die grobe Position erreicht ist, können zehntel Millimeter nachverstellt werden.
Magnetische Längenmessung in der Holzbearbeitung
Gerade in der Holzbearbeitung sind magnetische Messsysteme für die Längenmessung ideal. Es handelt sich um ein berührungsloses Verfahren, bei dem ein magnetischer Sensor ein Magnetband in einem definierten Abstand abtastet. „Vorteilhaft sind die Robustheit, Verschleißfreiheit und in unserem Bereich insbesondere die Unempfindlichkeit gegenüber Verschmutzungen z. B. durch Späne und Staub“, erklärt Pius Elmiger, Head of Development & Engineering bei Striebig. „Ein empfindliches optisches System beispielsweise kommt in dieser rauen Arbeitsumgebung nicht in Frage. Mechanische Seilzugsysteme unterliegen wiederum einem höheren Verschleiß, sodass die magnetische Messung das Verfahren der Wahl für unsere Striebig-Sägen ist.“
Edition 60 mit neuer digitaler Messanzeige für die Y-Achse
Bei der neuesten „Edition 60“, die Striebig anlässlich des 60-jährigen Bestehens herausgebracht hat, kommt für die Einstellungen der Maße auf der Y-Achse eine weitere digitale SIKO-Messanzeige MA502 zum Einsatz (inkl. des Magnetsensors MS500), die von SIKO speziell auf die individuellen Anforderungen dieser neuen Holzbearbeitungsmaschine angepasst wurde. Das bestehende autonome SIKO-Messsystem für die Maßeinstellung des vertikalen Schnitts auf der X-Achse wurde beibehalten.
Die Edition 60 ist eine Weiterentwicklung der handbetriebenen Standard S Maschine von Striebig, die über besondere zusätzliche Merkmale verfügt, allen voran die integrierte Plattenabsenkvorrichtung. Diese ermöglicht einen ergonomischen und fließenden Ein-Personen-Plattenzuschnitt. Wenn unten ein Besäumschnitt erfolgen sollte, musste die Platte bisher von zwei Personen angehoben und gedreht werden und der Schnitt dann oben erfolgen. Dieser zusätzliche Schritt entfällt dank der Plattenabsenkvorrichtung, die die Holzplatte greift, anhebt und festhält. Auf diese Weise ist unten ein präziser Schnitt möglich. Die umfassende Grundausstattung garantiert zudem kurze Prozesszeiten und einen sicheren, handgeführten Arbeitsablauf. Der Sägerahmen wurde zusätzlich stabilisiert; damit können pro Plattenabsenkeinheit 80 kg gehalten werden. Standardmäßig sind zwei Plattenabsenkeinheiten vorgesehen; eine dritte ist optional. Die Edition 60 bedient einen hohen Sicherheitsstandard, da eine Zweihandbedienung integriert ist, sodass der Bediener während des Positioniervorgangs nicht in den Sägebereich hineingreifen und sich verletzen kann.
Offsetwerte integrieren
Das neue Messsystem mit weiteren Funktionalitäten ist nötig, um bestimmte Offsetwerte, die sich durch die Plattenabsenkvorrichtung ergeben, auf der Y-Achse einstellen zu können. Die Basis für die Weiterentwicklung ist die SIKO-Standard-Anzeige MA502, da die angebotene serielle Schnittstelle RS485 bereits passend für die Striebig-Maschinen war.
Zum einen wurde ein Offsetwert für die Mittelauflage benötigt. Ein weiterer Offsetwert ergibt sich durch den genannten Besäumschnitt im unteren Bereich. Dafür wird die Platte mit der Plattenabsenkvorrichtung um 58 mm angehoben. Dieser Versatz markiert den neuen Nullpunkt an der Unterkante der Platte, sodass nun eingestellt werden kann, wie groß der Besäumschnitt ausfallen soll.
Zudem wurde das Referenzieren des Messsystems beim Einschalten der Maschine auf die neuen Anforderungen durch die veränderten Nullpunkte angepasst.
Bediensicherheit durch Texthinweise
Eine weitere Anforderung an die Messanzeige war die Möglichkeit, auch einfache freie Texte anzeigen zu lassen und so mit dem Bediener kommunizieren zu können. Mit dieser Ergänzung ermöglicht SIKO noch mehr Bedien- und Prozesssicherheit. Es können Warnungen oder Fehler angezeigt werden, z. B. dass die Druckluft abfällt oder ein Fehler bei der Plattenabsenkvorrichtung aufgetreten ist. So erhält der Bediener gezielte Informationen. Zudem lassen sich allgemeine Infos einspielen, wie die bereits gelaufenen Netzstunden der Maschine oder des Motors. Die Messwerte werden von der Steuerung aufgezeichnet und auf der Messanzeige dargestellt.
Standardprodukte kundengerecht optimieren
Ein Gerät, das spezifisch auf die Kundenbedürfnisse zugeschnitten ist, gehört zu den Kernkompetenzen von SIKO. Pius Elmiger beschreibt die gemeinsame Entwicklungsarbeit als sehr konstruktiv und fokussiert: „Ausgehend von der Standardanzeige konnten wir unsere Anforderungen definieren und auch Ergänzungen an SIKO richten, deren Team uns stets entgegenkam und bei den technischen Fragen unterstützte. So konnten Geräte programmiert, ausprobiert, modifiziert und wieder eingebaut werden, um eine passgenaue Lösung zu erhalten.“ Auch die Integration des Messsystems in die Software der Maschine war dank der bekannten Schnittstelle und der Standardprotokolle unkompliziert.
Intelligente Kunststofflösungen für die Steigerung der Anlagenverfügbarkeit und die Sicherung der Prozesskonformität
Systeme für die Zustandsüberwachung und Lösungen für die vorausschauende Wartung sorgen dafür, dass die Wartung planbar wird und sich ungeplante Ausfälle rechtzeitig verhindern lassen. Dabei sind Systeme für die Zustandsüberwachung, wie i.Sense von igus, die erste Entwicklungsstufe. Die vorausschauende Wartung, wie das igus i.Cee System, ist die nächste Stufe zur Realisierung eines umfassenden Instandhaltungskonzeptes.
Automatisierungstechnik, Industrie 4.0

Bei der klassischen vorausschauenden Wartung erfolgt ein Austausch von beweglichen Komponenten wie Energiekettensystemen oder Gleitlagern in einem regelmäßigen Abstand, der oft kürzer ist als die vermutete Lebensdauer. Das aber heißt: die Komponenten werden ausgetauscht, wenn sie noch einsatzfähig sind. Werden sie jedoch erst kurz vor dem Erreichen des tatsächlichen Lebensendes ausgetauscht, lässt sich die Nutzungsdauer deutlich verlängern, häufig sogar verdoppeln. Das halbiert dann die Kosten und reduziert den Wartungsaufwand – ohne Einschränkung bei der Ausfallsicherheit. Hier lohnt es sich also vorausschauende intelligente Wartungssysteme einzusetzen, die mit IoT arbeiten. Sie überwachen den Zustand der Komponenten und machen gleichzeitig eine Lebensdauervorhersage im Betrieb. Sollte es noch vor Erreichen des spezifischen Lebensendes zu Unregelmäßigkeiten kommen (z. B. durch eine Havarie oder den Eintrag von Verunreinigungen), kann das System diese Unregelmäßigkeiten erkennen und eine Warnmeldung ausgeben. Der Anwender ist dann in der Lage, den ungewöhnlichen Betriebszustand zu beseitigen, bevor größere Schäden auftreten.
Wartungs- und Instandhaltungsaufwand minimieren
Bei großen Energiekettensystemen ist die Einhaltung der Wartungsanweisungen essenziell für eine maximale Lebensdauer. Das sogenannte i.Cee System von igus erinnert den Kunden zum Beispiel an anstehende Inspektionen oder Wartungsarbeiten, ähnlich wie bei einem Auto. Diese Informationen erfolgen nutzungsabhängig, sodass bei geringerer Nutzung auch längere Wartungsintervalle möglich sind und Kosten eingespart werden können. Das gilt ebenso für Gleitlageranwendungen. Hier verhindert das Einhalten der Wartungsanweisungen kostenintensive Beschädigungen an Wellen oder am Lagersitz. Immer mehr Produktionsbetriebe erkennen die Einsparpotentiale durch die Vernetzung von Maschinen und Maschinenkomponenten auf der Daten- und IT-Ebene, bis hin zur unternehmensübergreifenden Vernetzung durch übergreifende Standards wie OPC UA.
Hier ergeben sich weitere (Kosten-) Vorteile bei der Nutzung von Energieketten- und Gleitlagersystemen mit „eingebauter“ vorausschauender Wartung. Alle Sensordaten – z. B. die Berechnungen der individuellen Lebensdauer und die daraus resultierende Alarmierung – können an übergeordnete IT-Systeme weitergegeben und dort ausgewertet oder dokumentiert werden. Das betrifft z. B. Management Execution Systeme (MES), Zero-Downtime-Systeme (ZDT) und Software für die unternehmensweite Instandhaltung.
Intelligente „Preventive Maintenance“ – mit i.Cee
Als intelligentes „Preventive Maintenance“-System besteht i.Cee aus drei Ebenen: Sensorik, Hardware und Datensammlung/-auswertung. Im Zentrum des Systems steht die Software. Sie schafft die Voraussetzung für eine intelligente, zustandsbasierte und individuelle der Lebensdauerberechnung und kontinuierlichen Überwachung einer Energiekette oder auch eines Gleitlagersystems. Die i.Cee Software berechnet die Lebensdauer der Polymer-Komponente auf der Basis der tatsächlichen Beanspruchung. Das funktioniert wie folgt: Beim Start des Betriebs bzw. der Software wird die Lebensdauer mit den Algorithmen des aktuellen Online-Lebensdauerrechners abgeglichen. Die manuell erfassten Umwelt- und Bewegungsdaten werden übernommen, die Doppelhübe und/oder Kilometerlaufleistungen werden an die Software übergeben. Sie rechnet die Angabe in Tagen um. Daraus ergibt sich die Lebensdauer bis zum empfohlenen Austausch bei Annahme der vorausgesetzten Bewegungsdaten mit 24/7 Nutzung und ständigem Einfluss der maximalen Umweltdaten.
Lernfähige Software
Bei der Inbetriebnahme des i.Cee Systems geht man vom „worst case Szenario“ aus, welches sich mit der Nutzungsdauer und der Anzahl der gesammelten Echtdaten schnell relativiert. Während des Betriebs erfasst das System die tatsächlichen Belastungen der Anwendung in der realen Nutzung – z. B. Aussetzbetrieb und Pausen/Unterbrechungen sowie, je nach der eingesetzten Sensorik Temperaturschwankungen, Vibrationen, Querbeschleunigungen, Chemikalieneinflüsse, abrasive Medien etc.. Auf dieser Basis wird die Restlebensdauer – unter Annahme des tatsächlichen Bewegungs- und Belastungsprofils für den weiter folgenden Betrieb – kontinuierlich neu berechnet. Bei bestehender Internetverbindung oder Nutzung von i.Cee:net (Bild 2) erfolgt gleichzeitig eine regelmäßige Abfrage bei den Online-Lebensdauerrechnern der benutzten Komponenten und die Anzeige der Restlebensdauer wird entsprechend angepasst. Bei der Nutzung von i.Cee:local ohne Internetverbindung (Bild 2) wird bei einer gravierenden Abweichung der Bewegungs- und Umweltdaten eine temporäre, manuelle Abfrage vom System des Kunden eingefordert, um den Lebensdauerrechner den tatsächlichen Gegebenheiten anzupassen.
Sensorik erfasst reale Betriebsdaten
Für einen weiteren Abgleich mit den realen Bedingungen, denen das jeweilige igus Produkt in der Anwendung ausgesetzt ist, sorgen Abrieb- und Verschleißsensoren, die in den verwendeten igus Produkten zusätzlich ein- oder angebaut werden (z. B. in den Gleitzugaben, am Bolzen-Bohrungsdurchmesser oder in den Wandstärken). Die Sensoren übermitteln Informationen über die prozentualen Lebensdauerstatus der abriebbehafteten Polymerkomponenten. Diese Sensorinformationen „überschreiben“ die vorgegebenen Berechnungen, so dass, die Prognosen mit fortschreitendem Betrieb immer genauer werden und sich vom „worst case Szenario“ in ein anpassendes, lernendes Szenario verändert.
Inspektionsvorschläge und Echtzeitinformation bereitstellen
Basierend auf den oben gezeigten Berechnungen erhält der Kunde bei ausgewählten igus Produkten Informationen zur Inspektion und Wartungsplanung, zu Grunde gelegt werden die Wartungsempfehlungen der über die Jahre gesammelten Erfahrungswerte im Bereich Energieführung und Lagertechnik. Sowohl die Sensoren zur Lebensdauerberechnung sowie die i.Sense Sensoreinheiten zu den Zustandsinformationen liefern Daten, aus denen sich in vielen Fällen schon zu einem sehr frühen Zeitpunkt Indikatoren für eine frühzeitige Alterung des Produkts oder das Risiko eines Produktsaufalls ermitteln lassen. Basierend auf den Erfahrungen aus dem mit 3.800 Quadratmeter branchengrößtem igus Labor für Gleitlager und Energieführungen in Verbindung mit selbstentwickelten Algorithmen erfolgt durch das System eine frühzeitige Alarmierung und Informierung des Anwenders über mögliche Ausfallrisiken.
Neue Tablet-Generation für Zone 1/21
Tablet mit Stifteingabe für Mobile Worker
Automatisierungstechnik, Sicherheit & Industrieversorgung

Mit dem Tablet Tab-Ex® 03 der Pepperl+Fuchs Marke ECOM Instruments liegt inzwischen die dritte Generation von Samsung-Geräten in Varianten für den industriellen Einsatz in rauen Umgebungen vor. Ab November 2022 ist das Tab-Ex® 03 in der Variante DZ1 für den Einsatz in Zone 1/21 erhältlich. Es ist damit für den Einsatz in Bereichen geeignet, in denen eine explosionsfähige Atmosphäre aus einem Gemisch von Luft mit brennbaren Stoffen entstehen kann. Nachdem zu Beginn des Jahres das Tab-Ex® 03 bereits in den Varianten DZ2 (für Zone 2/22 & Division 2) und D2 (für Division 2) vorgestellt wurde, komplettiert ECOM Instruments sein Tablet-Portfolio der neuesten Generation und setzt damit konsequent die Erfolgsgeschichte der 8-Zoll Tab-Ex®-Serie fort.
Überall dort, wo brennbare Stoffe hergestellt, verarbeitet, transportiert oder gelagert werden, spielt Sicherheit eine besonders große Rolle. Der Bedarf an eigensicheren Mobile Devices wächst stetig mit einer zunehmenden Digitalisierung – die Schwelle zum Ex-Bereich sollte hier kein Hindernis sein. Entsprechend dieser Anforderungen bietet das auf dem Samsung Galaxy Tab Active3 basierende Tablet Tab-Ex® 03 modernste Technologie für explosionsgeschützte Bereiche. Es arbeitet mit Android 12 und einer Update-Garantie, Samsung Knox sorgt für hohe Daten- und Gerätesicherheit. Die Funktion Samsung DeX unterstützt einen schnellen Wechsel vom Mobil- zum Desktopeinsatz, indem das Tablet an einen externen Monitor angeschlossen wird und so eine desktop-ähnliche Benutzeroberfläche genutzt werden kann.
Das Tab-Ex® 03 DZ1 liefert eine ausgezeichnete Leistung bei mobilen Endgeräten für den explosionsgefährdeten Bereich. Es ist einfach mit Handschuhen oder dem Stift S Pen bedienbar. Der breite Funktionsumfang sowie passende Peripherie für den Industrieeinsatz machen das Tab-Ex® 03 DZ1 zum perfekten Begleiter eines modernen Mobile Workers. Digitale Produkte und Services wie beispielsweise die automatisierte Vorkonfiguration, das umfassende Mobile Device Management und Device Analytics von ECOM Instruments vervollständigen die Rundum-Lösung: Das Tablet lässt sich unkompliziert konfigurieren, managen und jederzeit aktualisieren – auch over-the-air. So kann das Tab-Ex® 03 DZ1 ganz an individuelle Anforderungen und Herausforderungen angepasst werden und bietet optimale Unterstützung im Arbeitsalltag.
Mehr Effizienz und Sicherheit für mobile Mitarbeiter
Das Tablet der dritten Generation bietet im Vergleich zur international im Einsatz befindlichen Vorgängerversion erweiterte Daten- und Gerätesicherheit, etwa durch die neue Enterprise Edition von Samsung Knox. Diese unterstützt alle Funktionen wie mobile Anmeldung, Konfiguration, Verwaltung und E-FOTA (Enterprise Firmware-Over-The-Air). Das gewährleistet einen grundlegenden Schutz vor Malware und Datenschutz-Hacks.
Dank integriertem Google ARCore ist das Tablet für umfassende Augmented-Reality-Anwendungen ausgelegt. Damit wird beispielsweise das Erkennen und Auslesen der Umgebung oder die Ermittlung von Objekten erleichtert, etwa zur Anlagenverwaltung oder prädiktiven Wartung von Bauteilen. Dies gewährleistet eine hohe Qualität, beschleunigt Prozesse und minimiert Risiken.
Zur Stromversorgung und für die Datenübertragung ist das Tab-Ex® mit einem USB-C-Anschluss ausgestattet. Der Akku mit einer Kapazität von 5.050 mAh sorgt bei einer Laufzeit von bis zu 11 Stunden für einen einwandfreien Betrieb und eine lange Einsatzzeit. Auch das Tab-Ex® 03 DZ1 ist mit einer individuell programmierbaren Taste ausgestattet, etwa für einen Alarm, Notrufe oder Push-to-Talk (PTT).
IO-Link Wireless Bridge und Master
Drahtlose Verbindung zwischen Sonsoren und Mastern
Automatisierungstechnik

Hilscher hat sein IO-Link Wireless-Portfolio erweitert und bietet ab sofort die netFIELD Device IO-Link Wireless Bridge an. Die neue Bridge verbindet nahtlos alle IO-Link Class A Sensoren mit einem IO-Link Wireless Master Ihrer Wahl und bindet sie so in moderne Real-Time Ethernet Systeme ein. Die Lösung bietet zuverlässige Echtzeitkommunikation mit Übertragungszyklen von bis zu 5 ms bei einer drahtlosen Reichweite der Punkt-zu-Punkt-Kommunikation von bis zu 10 Metern. Dabei werden Kabelaufwände und potenzielle Fehlerquellen, z.B. durch Kabelbrüche, minimiert. Anwender erhalten bei der Implementierung professionellen Software-Support durch Hilscher, darunter auch Tools zur Konfiguration der IO-Link-Geräte.
Verbindung für bis zu 16 Sensoren
Das Gegenstück zur IO-Link Wireless Bridge ist der netFIELD Device IO-Link Wireless Master. Der neue IO-Link Wireless Master baut auf dem bestehenden IO-Link Standard nach IEC 61131-9 auf und erlaubt die Anbindung von insgesamt 16 Sensoren und Aktoren, doppelt so viele wie herkömmliche drahtgebundene IO-Link Master. Anwender können den Master derzeit in PROFINET, Ethernet/IP oder EtherCAT Netzwerken nutzen.
Vorteile bietet die IO-Link Wireless Technologie überall dort, wo kabelgebundene Datenleitungen schwer realisierbar sind. Darunter fallen unter anderem Roboter mit hohen Freiheitsgraden, wie z.B. Cobots, Transportsysteme mit vielen Übergängen und Verzweigungen oder auch autonome Transporteinheiten.
Sichere Datenübertragung in Produktionsumgebungen
Intelligente Cybersecurity-Tools sorgen für stabile IT- und OT-Systeme in der Industrie
Automatisierungstechnik, Industrie 4.0

Der Grad der Vernetzung und Digitalisierung in der Produktion hat in Deutschland gerade im KMU-Umfeld noch viel Potenzial. Im Jahr 2018 lag die Digitalisierungsquote erst bei 30 % respektive 20 % bei kleineren Unternehmen. Durch die konsequente Digitalisierung kann laut der Unternehmens- und Strategieberatung McKinsey & Company der Wirtschaftsstandort Deutschland bis 2025 insgesamt 126 Milliarden Euro zusätzlich an Wertschöpfung erreichen und Standortnachteile abfedern. Immerhin 25 % der Wertschöpfung entfallen in Deutschland auf das produzierende Gewerbe. Das Thema Cybersecurity gehört aber zu den Hemmnissen, die Unternehmen davon abhalten, Digitalisierung und Vernetzung weiter voranzutreiben. Kein Wunder, sind doch die „Hidden Champions“ der deutschen Industrie Experten auf ihrem Gebiet, aber längst nicht in jedem Fall auch noch für den Bereich Cybersecurity in der Operational Technology (OT). Physisch getrennte (air-gapped) Produktionsumgebungen werden seltener, sind jedoch immer noch ein Garant für hohe Verfügbarkeit und Schutz vor Angriffen und Manipulationen. IT und OT nutzen immer mehr die gleichen Standards und Infrastrukturen. Trotzdem hängt die OT bei der IT-Sicherheit allgemein noch hinterher.
Defense-in-Depth Ansatz
Eine Studie das SANS-Instituts aus 2018 (The State of Security in Control Systems Today) zeigt, dass 25 % der Angriffe auf Unternehmen auf Beschäftigte zurückzuführen sind. Weitere 16 % auf Service-Provider. Insgesamt passieren also 41 % aller Attacken innerhalb der Firewall. Das Bundesamt für Sicherheit in der Informationstechnik (BSI) empfiehlt mit dem amerikanischen Defense-in-Depth-Ansatz (Department of Homeland Security 2016. Improving Industrial Control Systems Cybersecurity with Defense-In- Depth Strategies: Recommended Practice) sowohl einen Perimeterschutz (Abschottung nach Außen) als auch eine interne Unterteilung in Bereichen durch Bildung von abgeschotteten Zonen in der Produktion. Gerade Innentätern und Service-Providern ist mit den üblichen Maßnahmen zur Cybersicherheit nicht beizukommen. Hier empfiehlt das BSI spezielle technische und organisatorische Maßnahmen (TOM).
Malware kommt zu Fuß
Neben all den verfügbaren und möglichen Vektoren für Cyberangriffe darf man analoge Wege nicht unberücksichtigt lassen. Malware kann über infizierte USB-Sticks von Mitarbeitern, Servicetechnikern und Besuchern problemlos die Firewall umgehen. Auch isolierte Produktionsumgebungen werden aus verständlichen Gründen nicht gegen mobile Speichergeräte abgeschottet. Hier helfen, ähnlich wie bei den Security-Checks am Flughafen, sogenannte Datenschleusen, die auch Wechseldatenträgerschleusen genannt werden.
Datenschleusen
Dabei handelt es sich um Kiosk-Systeme, die, am besten unter Aufsicht, die von Besuchern mitgebrachten Speichergeräte „durchleuchten“, d. h. auf Malware überprüfen. Hierbei verwenden alle wichtigen Hersteller von Datenschleusen sogenannte Anti-Malware-Multiscanner. In einem Malware-Multiscanner werden mehrere Anti-Viren-Engines gebündelt. Das bedeutet, dass ein mitgebrachtes Speichergerät nicht nur mit einer Anti-Viren-Engine überprüft wird, sondern je nach Hersteller mit mindestens zwei bis maximal rund 30 AV-Lösungen. Das ist notwendig, da laut BSI täglich über 300.000 neue Malware-Varianten entwickelt werden. Um die Wartezeit der Besucher während des Scan-Vorgangs mit dem Anti-Malware-Multiscanner so gering wie möglich zu halten, ist die parallele, also gleichzeitige Überprüfung mit allen integrierten Scannern sinnvoll, besonders wenn es sich um die Überprüfung mit bis zu 30 AV-Engines handelt.
Besucher, die einen sensiblen IT- oder OT-Bereich betreten wollen, müssen also mitgebrachte Datenträger überprüfen lassen. Vor der Prüfung fragt das System nach den Daten des Besuchers und des Mitarbeiters im Unternehmen und protokolliert alle Angaben. Sind alle Daten auf dem Datenträger ohne Beanstandung, ist mit einer Wahrscheinlichkeit von über 99,5 % keine Malware mehr auf dem Datenträger.
Datei-Desinfektion
Die Restrisiken sind sogenannte Zero-Day Exploits. Darunter versteht man bisher unbekannte Sicherheitslücken, die von Angreifern bereits erfolgreich ausgenutzt werden. Erkennt die Heuristik in den Malware-Scannern nicht ausführbaren Programmcode oder Befehlsaufrufe, ist für die Zero-Day Exploits der Weg frei. Die Option Datei-Desinfektion in Datenschleusen schützt auch wirksam gegen diese Restrisiken. Eine Datei-Desinfektion arbeitet nach der Regel, dass alle Dateitypen, die Schadcode enthalten können, auch mit Schadcode infiziert sind. Riskante Dateitypen wie Audio- und Videodateien und Office-Dokumente, die eingebettete Malware enthalten können, werden deshalb ausnahmslos in harmlose Dateien umgewandelt und eventuelle Links wie sie auch in PDFs noch enthalten sein können, werden unschädlich gemacht.
Sichere Datenübertragung ins Produktionsnetzwerk
Wurde ein mobiler Datenträger mit der Datenschleuse erfolgreich überprüft, kann der Besucher entweder sein Speichergerät mitnehmen oder auf einen vom besuchten Unternehmen zur Verfügung gestellten mobilen Datenträger kopieren und nur damit den sensiblen IT-Bereich betreten. Eine andere Option ist es, die Daten auf dem mitgebrachten Speichergerät nur in die Datenschleuse zu kopieren und dort auf Malware überprüfen zu lassen. Diese Funktion eröffnet auch die Möglichkeit, dass Besucher nicht auf das Scan-Ergebnis warten müssen. Die gescannten Dateien werden dann über Secure File Transfer in eine Art Tresor übertragen, der sich noch im IT-Netzwerk befindet und dort gespeichert. Dabei werden nur „virenfreie“ Daten über eine sichere Verbindung in den Datentresor transferiert. Alle Dateien im Datentresor werden immer wieder mit den neuesten Anti-Malware Signaturen überprüft.
Da der Datentresor (Vault) sich außerhalb der OT befindet, bleibt ein isoliertes Produktionsnetzwerk weiterhin abgeschottet. Die über die Datenschleuse gescannten Dateien werden mithilfe von individuellen Codes aus dem Datentresor angefordert und sicher übertragen. Falls gewünscht, kann der Dateizugriff erst nach einem voreingestellten Zeitraum erlaubt werden. Damit verhält sich der Datentresor wie eine Art interne Sandbox, die ebenfalls neue Dateien über eine Zeitspanne testet. Eine granulare Benutzerverwaltung legt die Art der Authentifizierung und der Dateitypen fest, auf die zugegriffen werden kann. Wichtig dabei ist, dass Gäste und Mitarbeiter immer nur auf ihre Dateien zugreifen können. Verlassen die Gäste das Unternehmen, werden auch Ihre Dateien gelöscht.
Fazit: Cybersecurity muss auch in Produktionsumgebungen zukünftig eine größere Bedeutung haben. Malware kann aber auch ins Unternehmen „eingeladen“ werden. Für Servicearbeiten und Produktpräsentationen kommen die Hersteller und Dienstleister ins Haus und bringen oftmals mobile Datenträger mit. Die Gefahr durch Innentäter ist nicht zu unterschätzen. Datenschleusen sind eine technisch- und organisatorische Maßnahme um sensible IT- und OT-Bereiche vor Cyberattacken über mobile Speichergeräte zu schützen.
Autor: Robert Korherr, Geschäftsführer der ProSoft GmbH
Intelligente Wartung mit Servosystemen
Künstliche Intelligenz (KI) kann in Antriebssystemen effektiv eingesetzt werden, um vorausschauende Wartungsentscheidungen zu treffen. Diese basieren auf großen Datensätzen, die in Echtzeit in den Servomotoren und -verstärkern erfasst und verarbeitet werden. So wird die Produktion und Verfügbarkeit optimiert, indem präzise Vorhersagen über den Zustand der Anlagen getroffen und diese zum richtigen Zeitpunkt gewartet werden.
Automatisierungstechnik, Motoren & Antriebstechnik

Am effektivsten sind Wartungen, wenn sie vorausschauend und proaktiv erfolgen, also genau dann, wenn sie auch wirklich nötig sind. Mit KI sind Unternehmen in der Lage ihre Wartungsentscheidungen anhand von fundierten Prognosemodellen, Echtzeitdaten und Anlagentrends zu optimieren.
Bei der Instandhaltung von Servosystemen bietet eine solche Wartungsstrategie entscheidende Vorteile. Denn während Servomotoren und -verstärker generell sehr langlebig sind, müssen die damit verbundenen mechanischen Teile regelmäßig gewartet werden.
Unternehmen, die Bauteile basierend auf deren tatsächlichem Zustand ersetzen, vermeiden so das Austauschen von Teilen, die noch kaum Verschleißerscheinungen vorweisen. Ist das Gegenteil der Fall und Teile werden stärker abgenutzt als erwartet, kann eine vorausschauende Wartung sogar kostspielige Stillstandzeiten und Schäden an Maschinen vorbeugen.
Servoanwendungen vorausschauend warten
Mit einer zustandsorientierten Wartungsstrategie ist es möglich, so gut wie alle mechanischen Systeme und Komponenten in Echtzeit zu überwachen. Integrierte Sensoren an Servoverstärkern und -motoren liefern dabei einen genauen Überblick über den Zustand der internen Komponenten. Außerdem werden so auch mit den Antrieben verbundene mechanische Bauteile wie Kugelumlaufspindeln, Riemen und Getriebe überwacht, die anfälliger sind und deshalb öfter instandgesetzt oder ersetzt werden müssen.
Durch die Übermittlung dieser Informationen an die im Servoverstärker integrierten KI-gestützten Prognosemodelle ist es möglich, Anomalien in den Servosystemen zu identifizieren und potenzielle Probleme frühzeitig zu erkennen. Mithilfe dieser umsetzbaren Erkenntnisse werden Abnutzungserscheinungen genau zum richtigen Zeitpunkt behoben – bevor es zu Ausfällen kommt, aber nur dann, wenn es auch nötig ist.
Um diesen Wartungsansatz erfolgreich umsetzen zu können, müssen große Mengen an gerätespezifischen Daten aus Servoantrieben vorliegen, die in die KI-Simulationen eingespeist werden. Diese bestimmen die Qualität des Modells, sprich dessen Genauigkeit, Empfindlichkeit und Präzision. Für einzelne Benutzer ist es allerdings oft schwierig, die benötigten Informationen zu generieren und zu sammeln. Unternehmen profitieren deshalb enorm von der jahrzehntelangen (datengestützten) Erfahrung eines Automatisierungsanbieters.
Datenanalyse seit 1987
Im Jahr 1987 führte Mitsubishi Electric seinen ersten vollständig digitalen Servoverstärker ein. Seitdem sammelt das Unternehmen Betriebsdaten mit und über seine Servos und deren Peripheriegeräte. Diese Informationen bilden die Grundlage für ein tiefgreifendes Verständnis aller mechanischen Systeme, die von seinen Motoren angetrieben werden.
Mithilfe dieses umfassenden Datenspeichers entwickelte Mitsubishi Electric ein fortschrittliches Diagnosetool für die vorausschauende Wartung seiner neuesten Servomotoren und -verstärker der MELSERVO MR-J5-Serie. Diese Lösung nutzt die unternehmenseigene Deep-Learning-KI-Technologie Maisart® (Mitsubishi Electric's AI creates the State-of-the-ART in Technology), um zum Beispiel die Abnutzung mechanischer Komponenten zu erkennen, bevor eine Wartung erforderlich ist.
Dieses Konzept zur vorausschauenden Wartung basiert auf ‘Deep Reinforcement Learning‘. Hierbei handelt es sich um eine KI-Anwendung, die Daten automatisch verarbeitet und so selbstständig lernt, Muster und Anomalien zu erkennen. Anwender können so in kürzester Zeit ein intelligentes Setup implementieren, ohne dass sie über fortgeschrittene Kenntnisse in Programmierung oder maschinellem Lernen verfügen müssen.
Vor allem aber orientiert sich das Wissen an dem individuellen System, in dem die Servos eingesetzt werden. Verschiedene Anwendungen haben alle ihren eigenen optimalen Anlagenzustand. Die KI bestimmt die idealen Betriebsparameter und -bedingungen sowie jegliches Verhalten, das als Anomalie betrachtet werden soll.
Ergänzt werden diese Fähigkeiten durch die Netzwerktechnologie CC-Link IE TSN mit Gigabit-Bandbreite und Time-Sensitive Networking (TSN)-Funktionalitäten. Dadurch sind die Servoantriebe in der Lage große Datenmengen für zeitkritische Steuerungsaufgaben sowie weniger flüchtige KI-Analyseinformationen zeitnah und ohne Verzögerungen zu übertragen.
Vielseitige Servos für optimierte Produktionsprozesse
Die MELSERVO MR-J5 Servos optimieren allerdings nicht nur die Wartungsaktivitäten. Sie sind zudem darauf ausgelegt, die Produktivität und Energieeffizienz in einer Vielzahl von Anwendungen zu maximieren. Beispielsweise umfassen sie ein Portfolio von schnellen, extrem leistungsstarken Motoren mit minimaler Baugröße, die eine maximale Geschwindigkeit von 6.700 U/min erreichen können. Die Produktpalette umfasst außerdem kompakte Servoverstärker mit einem Drehzahl-/Frequenz-Ansprechverhalten von 3,5 kHz und Kommunikationszyklen von 31,25 μs.
Um Energie zu sparen, ist der MR-J5D Verstärker zudem mit einer Rückspeiseeinheit ausgestattet. So werden der Stromverbrauch und die Umweltbelastung von servobasierten Anwendungen reduziert.
Durch die Kombination von innovativer Wartung, Leistung und Effizienz optimieren die neuesten Servosysteme von Mitsubishi Electric wichtige Produktionsprozesse. Zudem minimieren sie Stillstandzeiten und verbessern die Produktivität.
Indem sie modernste Datenwissenschaften, wie beispielsweise künstliche Intelligenz, mit leistungsstarken und effizienten Komponenten zusammenbringen, können Unternehmen ihre Produktivität erheblich steigern. Unter anderem wird mithilfe zustandsorientierter Überwachung und vorausschauender Wartung die Anlagenverfügbarkeit verbessert. Basierend auf diesen Ansätzen entwickelte Mitsubishi Electric seine neuesten Servosysteme. Mit ihnen will das Unternehmen seinen Kunden dabei helfen, Ausfallzeiten zu minimieren und gleichzeitig ihre Produktivität deutlich zu steigern.
Bildverarbeitungssystem mit Deep Learning Fähigkeiten
Automatisierte Fehlererkennung ohne Programmierkenntnisse in wenigen Minuten erstellen
Automatisierungstechnik, Bildverarbeitung

Cognex hat das Bildverarbeitungssystem In-Sight 2800 auf den Markt gebracht. In-Sight 2800 vereint die Leistung eines vollwertigen Bildverarbeitungssystems in einem benutzerfreundlichen Paket, mit dem Anwendungen in wenigen Minuten ausgeführt werden können. Die EasyBuilder-Benutzeroberfläche führt Schritt für Schritt per Point-and-Click durch die Anwendungsentwicklung, so dass selbst Personen ohne Vision-Erfahrung Jobs einfach einrichten können. Erfahrene Benutzer profitieren ebenso von der intuitiven Oberfläche, welche die Entwicklung komplexerer Anwendungen vereinfacht und Arbeitsabläufe beschleunigt.
Schnell und flexibel einsetzbar
Die Kombination aus Deep Learning und herkömmlichen Bildverarbeitungs-Werkzeugen bietet die Flexibilität, eine breite Palette von Prüfanwendungen zu lösen. Die entsprechenden Werkzeuge können einzeln für einfache Aufgaben verwendet oder für komplexere logische Abläufe miteinander verkettet werden.
Das Toolset umfasst auch ViDi EL Classify. Mit nur fünf Bildern kann dieses leistungsstarke Klassifizierungs-Tool trainiert werden, um Defekte zu erkennen und in verschiedene Kategorien einzuordnen sowie Teile mit Abweichungen korrekt zu identifizieren. Die Klassifizierung nach mehreren Merkmalen ermöglicht es Anwendern, verschiedene Aufgaben in einem einzigen Bildverarbeitungsjob zu bearbeiten. Das neue System In-Sight 2800 bietet außerdem eine große Auswahl an Zubehör und vor Ort austauschbaren Komponenten, welche Anwender dazu befähigen, sich schnell an Veränderungen wie neue Teile, höhere Liniengeschwindigkeiten und steigende Qualitätsstandards anzupassen.
Highspeed-Industriekamera
Hochgeschwindigkeitsprozesse präzise erfassen und überwachen
Bildverarbeitung

Mit uEye Warp10 hat IDS eine neue Kamerafamilie auf den Markt gebracht, die dank 10GigE Daten im Gigabit-Ethernet-basierten Netzwerk mit hoher Framerate und quasi ohne Delay überträgt. Ab sofort sind Modelle mit den Sensoren IMX250 (5 MP), IMX253 (12 MP) und IMX255 (8,9 MP) aus der Sony Pregius-Reihe erhältlich.
Verglichen mit 1GigE Kameras erreichen die uEye Warp10 Modelle eine bis zu 10-fach höhere Übertragungsbandbreite; sie sind außerdem etwa doppelt so schnell wie Kameras mit USB 3.0 Schnittstelle. Die Vorteile zeigen sich insbesondere dann, wenn Szenen in allen Einzelheiten und ohne Bewegungsunschärfe aufgenommen, überwacht und analysiert werden sollen. Von dem schnellen Datentransfer profitieren folglich beispielsweise Inspektionsanwendungen am Produktionsband mit hoher Taktung oder Bildverarbeitungssysteme in der Sportanalyse.
Nächste Ausbaustufe in Vorbereitung
Die GigE Vision Standard-konformen Industriekameras ermöglichen eine Highspeed Datenübertragung über bis zu 100 Metern Kabellänge ohne Repeater oder optische Extender über Standard CAT6A Kabel (unter 40 Meter auch CAT5E) mit RJ45 Konnektoren. Die robusten uEye Warp10 Kameras werden initial mit C-Mount Objektivhaltern angeboten. IDS arbeitet bereits an weiteren Modellen. In Zukunft werden auch Varianten mit TFL-Mount (M35 x 0.75) für den Einsatz besonders hochauflösender Sensoren bis 45 MP erhältlich sein. Unterstützt werden die Kameras etwa durch das leistungsfähige Software Development Kit IDS peak.
Einheitliche Sensorplattform für Vision-Flexibilität in der dritten Dimension
Stereo Vision und Time-of-Flight haben in der optischen 3-D Sensorik jeweils unterschiedliche Stärken. Die neue Sensorserie SmartRunner Explorer 3-D von Pepperl+Fuchs vereint beide Konzepte auf einer einheitlichen Plattform.
Automatisierungstechnik, Sensorik

Die fertig bestückte Getränkekiste kommt auf der Rollbahn aus der Abfüllung. Die Qualitätskontrolle muss hier zwei Fragen beantworten, die sehr unterschiedliche Anforderungen an die Sensorik stellen: Sind alle Fächer in der Kiste belegt? Sitzen die Schraubverschlüsse oder Kronkorken korrekt auf den Flaschen? Ein 2-D-Sensor kann zwar die Vollständigkeit der Bestückung erfassen, scheitert aber an der zweiten Frage, da ihm die Tiefeninformation der z-Achse fehlt. Ein 3-D-Gerät mit Stereokamera kann dagegen beide Kriterien in einem automatisierten Durchgang gleichzeitig im Auge behalten.
Für die Steuerung fahrerloser Fahrzeuge (automated guided vehicle, AGV) sind 3-D-Daten ebenfalls nützlich. Hier wird jedoch ein größerer Erfassungsbereich benötigt, der eher durch ein Laufzeitverfahren (Time of Flight, ToF) abgedeckt werden kann. Es kann die Information über zu umfahrende Hindernisse oder Zielpunkte wie die Aussparungen im Palettenfuß liefern. Eine 2-D-Erfassung genügt dafür nicht. ToF-Signale können bei entsprechenden Vorkehrungen zu 3-D-Daten zusammengeführt werden.
Damit sind zwei typische und in ihrer Art weitverbreitete Anwendungen skizziert, die in Produktion und (Intra-)Logistik in vielen Betrieben vorkommen. Normalerweise werden für sie unterschiedliche, auf die jeweilige Aufgabe spezialisierte Sensoren verwendet. Doch die genannten Anwendungen – präzise 3-D-Situationserfassung und Steuerung eines bewegten Objekts – gibt es sehr oft im selben Betrieb. Im Sinne der Asset-Standardisierung ist es sinnvoll, auf eine einheitliche Sensor-Plattform zu setzen und den Aufwand für die Geräteintegration zu reduzieren.
Variable Vision-Technologie
Die Sensoren der SmartRunner Explorer 3-D-Serie umfassen zwei Gerätevarianten, mit Stereo-Vision- und ToF-Technologie. Die erste beherrscht die 3-D-Erfassung im Nahbereich, die zweite die Überwachung eines Bereichs bis zehn Meter Ausdehnung. Beide Geräte besitzen das gleiche stabile Aluminiumgehäuse, das die Sensortechnik auch unter harschen Bedingungen wirksam schützt. Es fungiert zugleich als Kühlkörper für Betriebswärme und verhindert unerwünschte Temperaturwirkungen. Die Montage wird durch ein Ausrichtlineal und Ausrichtungsbohrungen erleichtert.
Die Geräte werden als kalibrierte Rohdatensensoren ausgeliefert. Sie verwenden eine standardisierte Datenstruktur und dieselbe kostenfreie Anwendersoftware ViSolution. Inbetriebnahme und Parametrierung lassen sich damit anhand von Livedaten intuitiv und auf derselben Oberfläche durchführen. Der Austausch einzelner Geräte erfolgt nach dem Prinzip Plug&Play ohne Neukalibrierung.
2-D- und 3-D-Daten werden mit wenigen Klicks zielgerichtet visualisiert. Durch Duplizierung von Einstellungen ist die einfache Integration der Geräte möglich. Die Vorgaben des ersten Sensors können unmittelbar für weitere Geräte übernommen werden. Das gilt für beide Gerätevarianten, auch bei unterschiedlichen Anwendungsspektren. Ein integriertes Ethernet Gigabit Interface sorgt für schnelle Datenübertragung.
Inspektionsanwendungen mit Stereo Vision
Die Reichweite des Stereo-Vision-Geräts ist mit 1000 Millimeter auf Inspektionsanwendungen ausgerichtet. Es verfügt in einem Abstand von 600 Millimeter über einen Erfassungsbereich von 400x350 sowie 550x500 Millimeter bei 900 Millimeter Distanz. Die Funktionsweise kann an die jeweilige Aufgabe angepasst werden, so zum Beispiel auf die Prüfung oder Zählung von definierten Objekten bei der Vermessung von Gegenständen auf einem Förderband oder einer Rollbahn.
Eine andere mögliche Anwendung ist die Volumenerfassung bei amorphen Massen. Beispielhaft kann hier das Abpacken von Bananen genannt werden: Die Transportkisten sollen möglichst vollgepackt sein, es darf aber nichts über den Rand hinausragen, denn schon eine beschädigte Frucht kann zum Fäulnisherd für den gesamten Inhalt werden. Das wird mit dem Einsatz eines Stereo-Vision-Geräts der SmartRunner Explorer 3-D-Serie zurverlässig verhindert.
Zwei 1,4-Megapixel-Kameras erfassen die Bananenkiste aus unterschiedlichen Winkeln. Ihre hochaufgelösten 2-D-Aufnahmen werden im Sensor automatisch zu einem Disparitätenbild überlagert. Das schafft die Grundlage für die präzise Ausrichtung auf den gewünschten Erfassungsbereich und vereinfacht die Interpretation der Messergebnisse. Anschließend wird ein hochaufgelöstes 3-D-Punktwolkenbild des gesamten Messbereichs erzeugt.
Auf dieser Basis wird das Zielobjekt detailliert dargestellt. Die Vorverarbeitung der Messdaten findet unmittelbar im integrierten FPGA statt. Anders als herkömmliche Geräte in diesem Marktsegment liefert der SmartRunner Explorer 3-D optimierte Tiefendaten aus der z-Richtung. Sie eröffnen neue Möglichkeiten in der Anwendung, die ohne diese zusätzliche Informationsdimension nicht zugänglich wäre.
Fahrzeugsteuerung mit Laufzeitverfahren (ToF)
Die zweite Sensorvariante verwendet das Laufzeitverfahren (Time of Flight, ToF). Hier genügt eine einzelne Kamera. Sie verfügt über einer VGA-Auflösung von 640x480 Pixel, besonders wichtig ist die mit 30 Hertz hohe Messrate. Dank dieser Ausstattung erfasst das Gerät einen ausgedehnten Messbereich und erlaubt sehr kurze Reaktionszeiten.
Eine weitere Stärke ist die Unempfindlichkeit des Sensors gegen Fremdlicht. Sie beruht auf dem Infrarotlicht, die er mit seiner DuraBeam-Beleuchtung emittiert. Dessen Wellenlänge von 940-Nanometer hat einen genügend großen Abstand vom Frequenzbereich des natürlichen Tageslichts ebenso wie von künstlicher Beleuchtung, sodass die Detektion im Innen- wie Außenbereich von den Lichtverhältnissen unbeeinträchtigt bleibt. Zudem werden Nutzsignal und Messergebnisse durch eine 4-Phasen-Messung optimiert.
Das ToF-Gerät misst die Distanz zum Objekt; seine Signalverarbeitung basiert auf einem „Z-Bild“. Sie produziert ein Tiefenbild sowie eine Höhenkarte mit 2-D-Informationen in x-und y-Richtung und führt beides zusammen. Daraus entsteht wiederum ein 3-D-Punktwolkenbild mit hoher Auflösung. Es bietet die Grundlage für eine 3-D-Orientierung in der Bewegung, etwa zur Positionierung von Roboterarmen oder bei der AGV-Steuerung. Hindernisse und Ausweichmöglichkeiten werden zuverlässig erkannt.
Mit den beiden Gerätevarianten der Serie SmartRunner Explorer 3-D können praktisch alle 3-D-Anwendungen für Vision-Sensoren abgedeckt werden. Die einheitliche Plattform senkt den Integrationsaufwand; die Gratis-Software ViSolution bietet eine intuitive Führung bei der Parametrierung und Bedienung der Sensoren.
IP67-Netzteile mit IO-Link zur Feldmontage
Für die energieeffiziente, dezentrale Energieversorgung in modularen Anlagen von -25 bis +70 °C
Elektronik & Elektrik

Turck erweitert das Portfolio flexibler Energieversorgungen für 1- und 3-phasige Anwendungen im modularen Maschinenbau um kompakte Netzteile in Schutzart IP67. Die robusten PSU67-Netzteile arbeiten im Temperaturbereich von -25 bis +70 °C und lassen sich ohne Schutzmaßnahmen direkt an der Maschine montieren. Dabei kann vollständig auf Schaltschränke oder -kästen verzichtet werden. Die PSU67-Netzteile sind mit 15, 20 oder 25 A sowie mit M12-, 7/8“- oder HAN-Q4-Anschluss verfügbar.
Fern-konfigurierbar über IO-Link
Die dezentralen Netzteile liefern 24 bis 28 VDC ohne Verluste direkt vor Ort und bieten hohe Ausfallsicherheit durch elektronischen Leerlauf-, Überlast- und Kurzschlussschutz. Für eine gute Energiebilanz sorgt ihr hoher Wirkungsgrad von über 95%. Die Ausgangsspannung kann entweder direkt am Gerät via LED-Interface oder remote via IO-Link konfiguriert werden. Die smarte IO-Link-Schnittstelle ermöglicht die Kommunikation mit den Netzteilen und liefert die Datentransparenz für Industrie-4.0-Anwendungen wie Predictive Maintenance oder Condition Monitoring. Die durchgängige Übertragung von Prozess-, Verbrauchs-, Ereignis- und Diagnosedaten bis in die Cloud erlaubt eine fortwährende Überwachung und Optimierung im Hintergrund. Die gewonnenen Daten sichern eine erhöhte Anlagenverfügbarkeit und helfen, die Energieeffizienz der Applikation zu verbessern.
SPE-Push-Pull-Rundsteckverbinder
Metallischer Verbinder für Single Pair Ethernet und Automotive Ethernet
Hydraulik & Pneumatik

Yamaichi Electronics bietet verschiedene High-Speed Steckverbinder an. Dazu gehören auch die High-Speed-Versionen der Produktgruppe Y-Circ P, den metallischen Push-Pull-Rundsteckverbindern. Neben den standardisierten SPE-Versionen bietet Yamaichi Electronics auch kundenspezifische Lösungen auf Basis dieser Push-Pull-Steckverbinder mit einer hohen Anzahl von Steckzyklen an. Im hauseigenen Labor entwickelt, simuliert und testet Yamaichi Pin-Layouts für High-Speed Anwendungen. Das S1-Pinlayout ermöglicht die Übertragung von Single Pair Ethernet bis zu 10Gbit/s nach IEC 802.3ch und von Automotive Ethernet-Signalen nach dem Open Alliance Standard TC9.
Für eine hohe Zyklenzahl ausgelegt
Die Kombination aus dem zuverlässigen Push-Pull-Verriegelungsmechanismus in den kleinen 09-Steckverbindern und dem innovativen, zum Patent angemeldeten Isolator- und Kontaktdesign bietet höchste Datenraten für spezielle Test- und Messanwendungen mit mindestens 5.000 Steckzyklen. Das neue S1 Polbild ist in geraden und sogar gewinkelten Gerätedosen verfügbar, den passenden Steckverbinder kann Yamaichi Electronics auch auf Wunsch direkt mit einem SPE-geeigneten Kabel assemblieren.
Single Pair Ethernet (SPE) bietet der Industrie eine zukunftsweisende Kommunikationsschnittstelle für die effiziente und kostensparende Datenübertragung vom Sensor zur Cloud. Die Verwendung von zwei statt - wie üblich - vier oder acht Drähten reduziert die Kosten, spart Platz, Gewicht und Zeit bei der Montage.
Zuverlässige Zustandsüberwachung ohne Sensor
Evaluationskit für digitale DC-DC-Wandlerplattform diPSU
Elektronik & Elektrik

Elec-Con, Entwicklungshaus für kundenspezifische Leistungselektronik bis 1 kVA, stellt einen Getting-Started-Kit für seine digitalen DC-DC-Wandler der Baureihe diPSU vor. Darin enthalten ist alles, was Kunden benötigen, um eigene Applikationen zu entwickeln – einschließlich zwei Stunden Online-Support. Der Hintergrund: Diese digitalen DC-DC-Wandler eignen sich sehr gut dafür, leistungsfähige und kostengünstige Lösungen für die vorbeugende Instandhaltung umzusetzen, wie unlängst auf dem Landshuter Symposium „Elektronik und Systemintegration ESI 2022“ demonstriert. Das Portfolio des Passauer Unternehmens umfasst ausgeklügelte Hard- und Firmware für AC/DC- und DC/DC-Wandler, DC/DC-USV-Systeme, clevere Industriesteuerungen sowie komplexe Embedded-Systeme.
Die diPSU Plattform bietet moderne, digital geregelte und digital parametrierbare DC-DC-Wandler mit bis zu 98% Wirkungsgrad. diPSUs teilen über die eingebaute I²CSchnittstelle bis zu 400 mal in der Sekunde ihre aktuellen Zustandsdaten, etwa Stromverbrauch und Systemtemperatur. „Gerade in den Strom-Zeit-Profilen,“ so Dieter Bauernfeind, Geschäftsführer von Elec-Con, „stecken untrügliche und eindeutige Informationen über den Zustand der an diPSU angeschlossenen Verbraucher. Der Stromverbrauch lässt sich nämlich nicht beschummeln.“
Änderungen rechtzeitig erkennen
So lassen sich über eine Mustererkennung unerwartete Stromverbräuche erkennen, beispielsweise wenn ein Industrie-PC erheblichen Strom zieht, obwohl er sich eigentlich im Standby befinden sollte. In einer bereits realisierten Applikation erkannte diPSU zweifelsfrei den Verschleiß eines Lagers in einer Rollenbahn anhand des charakteristisch steigenden Stromverbrauchs. Der Vorteil für die Anwender: Sie benötigen keinen zusätzlichen Sensor, der eingebaut, verkabelt und angebunden werden muss.
Das Evaluationskit enthält einen diPSU 2412h-120, die EC-diPSU Monitoring-Software für den PC in der Version 2.0, ein USB-I²C-Interfacekabel sowie ein technisches Manual. Beispiele sind nicht enthalten – dafür aber bis zu zwei Stunden kostenloser, individueller Online-Support. Die Idee dahinter: Kunden werden aktiv darin unterstützt, ihre eigenen Applikation zum Laufen zu bringen, statt mit generischen Beispielen wertvolle Zeit zu vergeuden.
Die DC-DC-Wandler der Baureihe diPSU bieten bis zu 98% Wirkungsgrad. Im Formfaktor einer halben „Tempopackung“ leisten die rein passiv gekühlten Open-Frame-Module 120 W und sind zudem mechanisch wie elektrisch vollständig kompatibel mit der Vorgängergeneration.
I²C ist ein einfacher, serieller Zweileiter-Datenbus. Ursprünglich von Philips entwickelt, ist der Bus heute ohne Lizenzgebühren nutzbar; die Schutzrechte sind 2006 ausgelaufen. I²C ist als Master-Slave-Bus angelegt und nutzt einen 7-bit-Adressraum. Da 16 Adressen für Sonderzwecke reserviert sind, können über die beiden Leitungen maximal 112 Busknoten adressiert werden.
Tragbares Vibrometer mit integrierter Datenauswertung
Kompaktes Gerät für die mobile Erfassung von Schwingungsdaten
Messtechnik

Die Laser-Doppler-Vibrometrie hat sich als berührungslose Messtechnik sowohl in Industrie als auch in der Forschung bewährt. Das Einsatzspektrum reicht von der zustandsorientierten Instandhaltung technischer Anlagen bis hin zu biologischen Untersuchungen z.B. an Spinnennetzen oder zur Schädlingsbekämpfung. Der mobile Einsatz wird jetzt noch komfortabler: Polytec hat speziell dafür das transportable VibroGo entwickelt, das jetzt Sensor, Datenerfassung und Datenanalyse in einem Gerät vereint. Dadurch sind präzise Schwingungsmessungen vor Ort mit der autarken Komplettlösung ganz ohne zusätzliches Equipment möglich.
Die berührungslose Laser-Doppler-Vibrometrie wurde ursprünglich zur Untersuchung von technischen Objekten und Systemen entwickelt, ist ein sehr robustes Messverfahren und hat sich auch bei der Aufklärung biologischer Strukturen und Mechanismen bestens bewährt: Wird ein Lichtstrahl von einem bewegten Objekt reflektiert, so ändert sich die Frequenz des Lichtes proportional zur Geschwindigkeit des Objektes. Das gilt auch bei der Reflexion an durch Schwingungen bewegten Oberflächen. Die Geschwindigkeitsinformation der Schwingung ist dann in der Frequenzverschiebung kodiert und wird als Messgröße genutzt. Ein Präzisionsinterferometer und die digitale Dekodierungselektronik wandeln diese Frequenzverschiebung in ein Spannungssignal um. Da die Geschwindigkeitsinformation unabhängig von der Lichtintensität ist, eignet sich das Verfahren auch für Messobjekte, die einen sehr geringen Reflexionsgrad haben.
Einfache Inbetriebnahme und Schnellanalyse direkt am Display
Die Vorteile dieser Technik lassen sich auch im mobilen Einsatz komfortabel nutzen: Das mit Batteriepack und drahtloser Fernsteuerung ausgestattete und nur 3 kg leichte Messsystem VibroGo ist sowohl robust genug für Feldstudien als auch empfindlich genug, um auftretende Signalanomalien zu erkennen, wenn es zur Zustandsüberwachung von Maschinen und Anlagen eingesetzt wird. Es ermöglicht die berührungslose Messung von Dynamik und Akustik anhand von Schwingwegen, -geschwindigkeiten und -beschleunigungen beliebiger Objekte im Frequenzbereich bis 320 kHz bei Entfernungen bis 30 m und Geschwindigkeiten bis 6 m/s.
Über den 5“-Farb-Touchscreen mit Webbrowser und intuitiver Menüführung lässt es sich komfortabel einrichten und bedienen. Beispielsweise kann der Fokus wahlweise automatisch oder über den Touchscreen eingestellt werden. In jeder Umgebung geht dadurch die Inbetriebnahme schnell. Schwingungsdaten können mehrere Stunden lang aufgezeichnet und direkt am Gerät ausgewertet werden. Einstellungen lassen sich dann dank der Schnellanalyse am Display gegebenenfalls sofort feinjustieren. Dieser völlig autarke Modus stellt sicher, dass für spätere, detaillierte Analysen immer aussagekräftige Daten zur Verfügung stehen. Über eine Ethernet- oder WLAN-Verbindung kann das VibroGo aber auch ferngesteuert werden. Zu Hause angekommen lassen sich die Messdaten vollständig digital ebenfalls via Ethernet oder WLAN an einen Computer mit VibSoft Datenerfassungs- und Analysesoftware übertragen. Alternativ kann VibroGo wie ein klassischer Sensor mit analogem BNC-Ausgang genutzt werden. Auch dazu stellt die Software VibSoft alle notwendigen Features bereit. Die Daten können aber auch komfortabel exportiert mit anderen Tools analysiert werden.
Einsatzbereiche für das tragbare Vibrometer gibt es viele. Überall, wo keine feste Sensorik montiert werden kann, lassen sich technische Komponenten periodisch und berührungslos aus der Distanz überwachen, z.B. im Rahmen eines zustandsorientierten Wartungsplans. Beispiele finden sich bei Pumpen und Rohrleitungen ebenso wie bei Hochspannungskomponenten oder heißen Oberflächen. Durch die weite Messdistanz sowie die drahtlose Verbindung zur Steuerung und Datenübertragung kann sich der Mensch außerhalb des Gefahrenbereichs aufhalten. Und auch wenn es mal regnet gibt es keine Probleme. Das tragbare Vibrometer erfüllt die Anforderungen der Schutzart IP64, ist also staubdicht und von allen Seiten gegen Spritzwasser geschützt.
Messsystem mit neuer Profinet-Schnittstelle
Vernetzung und Datenaustausch in Industrial Ethernet-Anwendungen
Messtechnik

Für die CRONOS-Messsysteme der imc Test & Measurement GmbH ist jetzt ein Profinet-Interface verfügbar. Damit ist es möglich, Geräte aus der CRONOS-Familie mit Industriesteuerungen, SPS oder Werkzeugmaschinen zu vernetzen.
In der Automatisierung unterstützen Feldbusse den Austausch von Maschinenparametern, Steuergrößen, Messwerten oder Alarmen. Hier hat sich Profinet als ein Kommunikationsstandard des echtzeitfähigen Industrial Ethernet etabliert. Als Nachfolger von Profibus(RS485) funktioniert Profinet auf Netzwerk-Basis (100 Mbit/s) und ist jetzt als Interface-Option für imc CRONOS Messsysteme verfügbar.
Bidirektionaler Echtzeit-Datenaustausch
Das PROFINET-IRT Interface erlaubt die Vernetzung eines imc CRONOS Messsystems in Anwendungen der Prozess- und Prüfstandsautomatisierung, in der Maschinenüberwachung oder im Condition Monitoring und ermöglicht den bidirektionalen Datenaustausch in Echtzeit. Das Interface ist nach Konformitätsklasse CC-C implementiert, und unterstützt damit Echtzeitfunktionalität insb. durch Mechanismen der Synchronisation (PTP) und reservierten Bandbreite (IRT = Isochronous Real Time). imc CRONOS wird damit zum vollwertigen IO-DEVICE und ist physisch in das Steuerungs-Netzwerk durch zwei dedizierte RJ45 Anschlüsse angekoppelt.
imc CRONOS ist als modulare High-End Messgeräteplattform für physikalische Größen seit über 10 Jahren am Markt eingeführt und wird von imc kontinuierlich weiterentwickelt. imc CRONOS Geräte sind für anspruchsvolle und vielkanalige Messaufgaben ausgelegt und kann als flexibles Messsystem für MSR-Lösungen (Messen-Steuern-Regeln) in einem breiten Spektrum von stationären und mobilen Applikationen eingesetzt werden. In stationären Industrieanwendungen zählen dazu einzelne Prüfstände und die Steuerung kompletter Prüffelder oder Condition Monitoring Überwachung von Maschinen.
Leistungsstarke In-Line DMS-Messverstärker
Für die einfache dezentrale Messdatenerfassung
Messtechnik

Die GTM Testing and Metrology GmbH präsentiert einen neuen Inline-Amplifier (ILA), der an an Dynamik, Präzision und Robustheit kaum zu überbieten ist. Er bietet eine EtherCAT®-Schnittstelle und verfügt über eine Messrate von 40 kS/s, eine Bandbreite von 2 kHz sowie Genauigkeitsklasse 0,01.
Der neue In-Line Messverstärker (ILA) eignet sich insbesondere für dezentrale, hochdynamische und automatisierte Prüfstands-Messdatenerfassungssysteme oder anspruchsvolle industrielle Automatisierungsanwendungen mit EtherCAT®-Schnittstelle. Der ILA, ausgestattet mit Schutzart IP67, wurde für den Einsatz nah an DMS-basierten Aufnehmern entwickelt, was eine dezentrale Messdatenerfassung direkt im Feld erlaubt. Die Vorteile des dezentralen Einsatzes: Die notwendigen Sensor-Messleitungen werden signifikant verkürzt und die messtechnische Performance dadurch deutlich verbessert. Dass die Systemtopologie dank Power-over-Ethernet (PoE)-Funktion dezentral und ausschließlich über industrielle RJ45-Kabel aufgebaut wird, wirkt sich positiv auf die Kosten aus. Über einen integrierten Switch lassen sich mittels Daisy-Chaining außerdem eine Vielzahl von ILAs einfach und komfortabel verbinden – insbesondere bei höheren Kanalzahlen senkt das die Systemkosten zusätzlich deutlich.
Das Beste aus zwei Welten: beste Performance, niedrigste Kosten
Die Installation des ILAs erfolgt problemlos und binnen weniger Minuten per „Plug & Process“, sowohl sensorseitig über handelsübliche M12-Anschlussstecker als auch systemseitig über robuste RJ45-Stecker. Für den Anwender ein großer Vorteil, denn die gesamte Messkette kommt aus einer Hand: vom Kraftaufnehmer über die notwendigen Anschlussleitungen bis hin zur EtherCAT®-Schnittstelle. Für anspruchsvolle Mehrkanalanwendungen ist das echte Distributed Clocks-Feature (DC) mit 1µs integriert – besonders wichtig für die synchrone Weiterverarbeitung der hochpräzisen und dynamischen Messdatenerfassung. Ideale Einsatzgebiete sind Prüfstände für Material- und Werkstoffprüfung, Bauteil- und Strukturtests sowie die anspruchsvolle industrielle Qualitäts- und Prozesskontrolle sowohl für die Neuausstattung als auch für das Retrofitting von Bestandsanlagen.
Schrittmotor mit bis zu 10.000 rpm
Hohe Beschleunigung und schnelle Richtungswechsel für anspruchsvolle Anwendungen
Motoren & Antriebstechnik

Der mehrpolige Zweiphasen-Schrittmotor AM3248 mit einem Durchmesser von 32 mm, macht 48 Schritte pro Umdrehung und bietet mit 85mNm ein sehr großes Haltemoment. Der Faulhaber Motor startet vom ersten Schritt an mit einer hohen Geschwindigkeit; sein niedriges Trägheitsmoment erlaubt den Einsatz in Anwendungen, die sehr schnelle Beschleunigung sowie schnelle Richtungswechsel voraussetzen. Neu entwickelte große Kugellager dehnen die ohnehin lange Lebensdauer dieses Motortyps noch weiter aus. Die Leistungswerte, die er in Kombination mit einem Getriebe des Typs 32 GPT erreicht, sind in seiner Größenklasse einzigartig. Der Motor kann außerdem mit einem magnetischen Encoder der Reihe IE3 kombiniert werden.
Für beengte Einbausituationen geeignet
Mit diesen Eigenschaften und Optionen ist er für eine Reihe von anspruchsvollen Anwendungen ideal geeignet. Dazu gehört zum Beispiel die Ausrichtung der Solarpaneele von Satelliten. Die Motoren bewegen die Ausleger, um die Paneele immer in der optimalen Position zur Sonne zu halten. Sie müssen nicht nur über viele Jahre ebenso präzise wie zuverlässig arbeiten, sondern auch den extremen Temperaturen im All gewachsen sein. In der Halbleiterindustrie ist bei der Positionierung der Wafer eine sehr hohe Dynamik und Geschwindigkeit gefordert, bei sehr engen Einbauverhältnissen in den Automaten. Auch hier sind höchste Präzision und Zuverlässigkeit unerlässlich. Gefertigt wird das Modell AM3248 von FAULHABER PRECISTEP, der auf Schrittmotoren spezialisierten Unternehmenseinheit in der Schweizer Uhrmacherstadt La Chaux-de-Fonds. Hier kann das Produkt auch in kleinen Stückzahlen an die Anforderungen der jeweiligen Kundenapplikation angepasst werden.
Kompakter Mehrachsumrichter mit Safe Torque Off
Für den Betrieb von bis zu 8 Achsen pro Einspeiseeinheit
Motoren & Antriebstechnik

Inovance Technology Europe, hat die Einführung des MD800 angekündigt – ein Mehrachsumrichter der Platz im Schaltschrank sparen kann. Der modulare Aufbau ermöglicht es bis zu 8 Achsen in einem Aufbau abzubilden. Dabei stellt die Einspeiseeinheit die Leistung über den gemeinsamen Zwischenkreis zur Verfügung. Der MD800 bietet umfangreiche Funktionalität inklusive STO (safe torque off) individuell für jede Achse. Permanentmagnetmotoren und Induktionsmotoren können mit demselben Umrichter betrieben werden. Eine +24 VDC Steuerspannung, und eine große Auswahl an Feldbus- sowie E/A Erweiterungskarten runden das Produkt ab.
Beschichtung der Leiterkarten für raue Umgebungen
Der Umrichter ist in 2 Modi zu betreiben: in heavy duty (150% Überlast) bei drehmomentintensiven Applikationen. Oder auch in normal duty (110% Überlast), z.B. für Gebläse oder Pumpen. Zusätzlich ist der MD800 höchst kosteneffektiv und reduziert signifikant die Gesamtbetriebskosten. Insbesondere werden die Installationskosten durch benutzerfreundliche Steckverbindungen und durch reduzierten Verdrahtungsaufwand erheblich gesenkt. Der MD800 wurde mit schutzbeschichteten Leiterkarten (3C3 & 3S2) für raueste Industrieumgebungen und einen und einen Betriebstemperaturbereich von -20 bis +60°C konzipiert.
Keine Odyssee im Weltraum
Rund 400 Kilometer über der Erde werden Dünnringlager von Rodriguez in einem Roboter auf der Außenseite an der Internationalen Raumstation ihren Dienst verrichten. CAESAR – Compliant Assistance and Exploration SpAce Robot – ist mit einem drei Meter langem Arm und sieben Gelenken ausgestattet. Seine Aufgaben: sich um das Bedienen von wissenschaftlichen und kommerziellen Experimenten in der Schwerelosigkeit zu kümmern.
Automatisierungstechnik, Motoren & Antriebstechnik

Der 60 Kilogramm schwere Roboter wird in die Schwerelosigkeit der ISS transportiert und dort in 400 Kilometern Höhe über der Erdoberfläche installiert. Hier wird der faltbare und extrem bewegliche Roboterarm künftig arbeiten und sich um taumelnde oder nicht kooperative Satelliten kümmern, sie greifen und stabilisieren. Das Deutsche Zentrum für Luft- und Raumfahrt, Entwickler von CAESAR, kann auf ausgezeichnete Erfahrung mit Robotern im Weltraum zurückgreifen. Mit dem Projekt ROKVISS (Robotic Components Verification on the ISS) war von 2005 bis 2010 bereits ein Roboter vom DLR an der ISS im Einsatz. In den Gelenken des Roboters sorgten Kaydon-Dünnringschrägkugellager von Rodriguez erfolgreich für reibungslose Bewegungen. „Die Lager sind im Weltraum über Jahre bewährt“, bekräftigt Erich Krämer vom DLR-Institut für Robotik und Mechatronik in Oberpfaffenhofen, das im On-Orbit Servicing Projekt DEOS seine Entwicklungen stetig weiter führt. „Hohe Belastbarkeit, Zuverlässigkeit und eben die Erfahrung im Weltraumeinsatz waren entscheidende Argumente für die Dünnringlager, die Rodriguez im Programm hat.“
Erfahrungen mit ROKVISS nutzen
Für CAESAR konnten die Forscher auf die zahlreichen Erfahrungen mit ROKVISS zurückgreifen, der zum Teil von der Erde aus gesteuert wurde. „Wir haben bei ROKVISS getestet, wie präzise sich der Roboterarm mit einem Joystick mit so genannter Kraftrückmeldung an der ISS steuern lässt. Dabei spürt der Bediener am Boden die Kraft, mit der der Roboter im Weltraum gegen seine Umgebung drückt“, erklärt ROKVISS-Projektleiter Klaus Landzettel. Der Prototyp des Weltraumroboterarms wurde 2011 mit einer Sojus-Kapsel zurück auf die Erde gebracht und diente den Wissenschaftlern mit seinen Daten über den Verschleißzustand als Grundlage für den Bau des neuen Modells. CAESAR ist nun die Fortführung der kraft- und drehmomentgeregelten Robotersysteme des DLR und das Weltraum-Pendant zu den gegenwärtigen Servicerobotern, die in der Fertigung und für Mensch-Roboter-Kooperationen eingesetzt werden. Die neue Robotergeneration vereint innovative Elektronik und Mechanik. So verfügt der Roboter über sieben Freiheitsgrade. Diese Anzahl frei wählbarer Bewegungsmöglichkeiten entspricht dadurch der des menschlichen Arms, was ihm gegenüber Standardrobotern eine höhere Flexibilität verleiht. Basis des für Erkundung und Assistenz im Weltraum entwickelten Roboters ist der Leichtbauroboter III, der 2003 vom Institut entwickelt und an den weltweit führenden Roboterhersteller KUKA transferiert wurde.
Reibungslose Bewegungs- und Kraftregelung
CAESAR kann semi-autonom, teleoperiert oder mit Telepräsenz und Kraftrückkopplung betrieben werden. Die Impedanzregelung lässt die Gelenke des Arms nachgiebig bleiben und verhindert Beschädigung an den Objekten. Die eingebaute Drehmomentsensorik stellt ungewollten Kontakt mit der Umgebung fest und ermöglicht entsprechende Reaktionen, was vor allem in der Zusammenarbeit mit Astronauten ein wesentliches Sicherheitsmerkmal darstellt. Da es keine Schwerkraftbelastung im Raum gibt, haben alle Verbindungen die gleiche Drehmomentfähigkeit. Für die reibungslose Bewegungs- und Kraftregelung sorgen schnelle Regelkreise in den Gelenken und ein Hochgeschwindigkeits-Echtzeit-Kommunikationsbus, der die Gelenke mit der Robot Control Unit (RCU) verbindet. Die Verbindungskonstruktion sieht eine Hohlwelle vor, um eine interne Verkabelung zu ermöglichen. „Die Gelenke bestehen jeweils aus einem Synchronmotor mit Kommutierungssensor, einem harmonischen Antriebszahnrad und Schräglagern, dem Drehmomentsensor und einem gemeinsamen Positionssensor“, erklärt Erich Krämer vom DLR. Ausgewählt wurden Dünnringschrägkugellager, die besonders effizient sowohl Radial- als auch Axialkräfte aufnehmen können und dabei besonders raumsparend sind.
„Die REALI-SLIM-Serie, der die hier verwendeten Dünnringlager entstammen, besteht unter härtesten Einsatzbedingungen“, bestätigt Ulrich Schroth, Product Manager bei Rodriguez. „Sie bieten kompaktes Design, hohe Genauigkeit und sind ideal für solch anspruchsvolle Anwendungen.
Dauergast im Orbit
Da in Zukunft die meisten Dienstleistungen für geostationäre Satelliten erbracht werden, sind die Strahlungshärte und die Lebensdauer von CAESAR auf fünfzehn Jahre Betrieb im geostationären Orbit kalkuliert. Der gesamte Roboter ist für Temperaturen zwischen -20° Grad Celsius bis +60° Grad Celsius ausgelegt. Geplant ist, dieses System auch für weitere Anforderungen zu bauen. Dazu muss es an verschiedene Träger, Satelliten oder Raumfahrzeuge angepasst werden können. Die Produktion und Qualifizierung des Systems muss effizient und genau sein, um den wirtschaftlichen Erfolg zu ermöglichen. „Falls ein Technologietransfer des CAESAR Weltraumroboters an einen Industriepartner zustande kommt, wird es sicher auch mit Rodriquez zu weiterer Zusammenarbeit kommen“, resümiert Erich Krämer.
Bürstenlose 32-mm Flachmotoren
Leistungsoptimierter Motor mit maximal 32 W Dauerleistung
Motoren & Antriebstechnik

Portescap hat den bürstenlosen, genuteten Flachmotor 32ECF als Ergänzung seines Portfolios vorgestellt. Mit einem Durchmesser von 32 mm und einer Gesamtlänge von 17,6 mm sowie dem 8-poligen Design bieten die Motoren eine hohe Leistungsdichte. In einem flachen Aufbau verwendet der 32-mm-Motor eine Außenrotorkonfiguration mit einem Luftspalt zwischen der Spule und der magnetischen Struktur, die radial geführt wird. Mehr Leistung trotz wenig Platz Das elektromagnetische Design des Motors wurde für eine höhere Leistung optimiert, mit einer Optimierung des Motorregulierungsfaktors (R/K^2) um 45% im Vergleich zu den standardmäßig verfügbaren Optionen. Der Motor liefert außerdem eine maximale Dauerleistung von 32 W bei 10.000 U/min in einem flachen 32-mm-Formfaktor – dies ist 19 % höher als bei vielen vergleichbaren Lösungen. Der Motor bietet bei Bedarf zahlreiche Möglichkeiten zur individuellen Anpassung. Der neue 32ECF ist eine ausgezeichnete Wahl für alle Anwendungen, die eine leistungsfähige, aber platzbeschränkte Antriebslösung erfordern, wie z. B. elektrische Greifer, die Laborautomatisierung, Infusionssysteme, Serviceroboter und LiDar (Light Detection and Ranging).
Kompakte Mehrachssteuerung
Für die Koordination von bis zu sechs Achsen in harter Echtzeit
Motoren & Antriebstechnik

Mit der neuen MicroMACS6 entwickeln der Antriebsspezialist maxon und der Spezialist für Motion-Control-Lösungen zub eine kompakte Mehrachssteuerung. Mit der neuesten Entwicklung der MicroMACS6 wird der Systemansatz weiterentwickelt. Diese kompakte Mehrachssteuerung ist auf das nötigste redimensioniert, ohne an gewohnten MACS-Funktionalitäten einzubüßen. Der frei programmierbare Motion Controller ohne Endstufen, steuert autark eine bis sechs Achsen und verfügt über zwei unabhängige CAN-Schnittstellen sowie eine Ethernet-Schnittstelle. Die Steuerung lässt sich als CANopen-Master zur Kommandierung von EPOS Motor Controller einsetzen. ESCON-Controller können über PWM-Ausgänge kommandiert werden. Die MicroMACS6 kommuniziert parallel auch mit einem übergeordneten System und übernimmt so als leistungsstarker Motion Controller die Aufgabe der Achskoordination im System.
Harte Echtzeit
Die Beweggründe für den Einsatz der MicroMACS6-Steuerung in eine bestehende Lösung sind unterschiedlich: Einerseits, weil es eine Motion-Logik benötigt, um eine bestehende übergeordnete Steuerung zu entlasten oder komplett zu ersetzen. Andererseits, weil zusätzliche Motion-Funktionen integriert werden sollen. Grundsätzlich wird die Steuerung dort eingesetzt, wo zwei oder mehr Achsen synchron zusammenarbeiten oder mehrere Achsen positioniert werden, und der reine Achsantrieb nicht mehr reicht. Der Vorteil gegenüber einem Raspberry-Pi oder einer Arduino-Lösung ist die harte Echtzeit. Also die Fähigkeit, auf ein Ereignis innerhalb des vorgegebenen Zeitrahmens garantiert zu reagieren. Genau diese Echtzeit Fähigkeit ist entscheidend, wenn mehrere Achsen miteinander performant eine Aufgabe erfüllen.
Service über optionale Bluetooth-Aufstecklösung
Mit ApossIDE (Integrated Development Environment) steht eine umfassende und lizenzfreie Automatisierungssoftware bereit, die eine Programmierung der Steuerungen der MACS-Baureihe von maxon ermöglicht. Selbst äußerst komplexe Positionier- und Synchronisationsfunktionen können mit einfachen Befehlen (in C-Sprache) aufgesetzt werden. Eine weitere Neuheit ist die BLE (Bluetooth Low Energy) Service und Support-Aufsteckoption. Eine Schnittstelle auf alle Knoten des CANopen Bus für den Service und Support-Fall ist damit erstmals kabellos über eine spezifische Smart Device-Applikation möglich.
Softstarter für Hocheffizienzmotoren
Mit optionaler Modbus-Kommunikationsschnittstelle
Motoren & Antriebstechnik

Carlo Gavazzi stellt neue Sanftanlaufgeräte vor. Die teilgesteuerte Serie RSGD und die vollgesteuerte Serie RSGT ermöglichen den Softstart von Drehstrom-Asynchron-Motoren von 5,5 kW bis 75 kW bei 400 VAC ohne komplizierte Einstellungen. Mittels dreier unabhängig einstellbarer Potenziometer für Sanftanlaufzeit, Sanftauslaufzeit und maximalem Volllaststrom (FLC) können die Geräte vom Anwender an die entsprechenden Anwendungen angepasst werden. Ein selbstlernender Algorithmus optimiert bei jedem Start die Anlauf- und Auslaufparameter des Motors entsprechend dieser vom Anwender vorgegebenen Parameter. Ein Motor-Überlastschutz der Klasse 10 sowie weitere integrierte Überwachungsfunktionen wie die Erkennung von Phasenfolge- und Phasenasymmetrie-Fehlern und die Überwachung von Unter- und Überspannung machen zusätzliche Überwachungskomponenten in der elektrischen Schaltanlage überflüssig.
Interner Logger für Startdaten
Das robuste Design erlaubt bis zu zwölf Motorstarts pro Stunde. Ein Mini-USB-Stecker auf der Front oder als Option eine feste RS485-Modbus-RTU-Schnittstelle ermöglicht die einfache Einstellung der Parameter und eine Echtzeitüberwachung per Software. Zusätzlich lassen sich so die vom Gerät geloggten Daten der letzten 32 Start abfragen. Die Software ist als Freeware verfügbar. Die Versionen mit dem Weitspannungsbereich bis 400 VAC benötigen keine zusätzliche Spannungsversorgung. Die Gehäuse der Softstarter sind kompakt designt, mit 45 mm bzw. 75 mm bei der RSGD-Serie (teilgesteuert) und bei der RSGT-Serie (vollgesteuert) je nach Typ 45 mm, 75 mm oder 120 mm. Ein QR-Code auf der Vorderseite der Geräte verlinkt auf ein Hilfe-Menü zur Fehlerbehebung.
Seit Juli 2021 müssen den EU-Ökodesign-Vorschriften entsprechend Drehstrom-Asynchron-Motoren von 0,75 kW bis 1.000 kW den Wirkungsgrad IE3 oder höher aufweisen. Allerdings sind die Anlaufströme dieser Hocheffizienzmotoren um ein Vielfaches höher als die der bisherigen Standardmotoren. Sanftanlaufgeräte verhindern die durch die hohen Anlaufströme möglichen Störungen in der Netzversorgung, sie verlängern die Lebenszeit der Motoren und verringern die Abnutzung der Systeme durch mechanische Belastungen wie Vibrationen. Die Geräte der RSGD- und der RSGT-Serie eignen sich für die Steuerung von 3-phasigen Asynchronmotoren mit konstanter Geschwindigkeit, bei denen der Anlaufstrom beziehungsweise die Belastung des Motors bei Start- und Stoppvorgängen reduziert werden müssen. Typische Anwendungen sind Kompressoren, Pumpen, Lüfter und Förderbänder in der Industrieautomation und in der Heizungs-, Lüftungs- und Klimatechnik.
Hochflexible magnetisch-induktive Durchflusssensoren
Für die exakte Erfassung kleiner und mittlerer Mengen
Sensorik

Für die exakte Messung geringerer und mittlerer Durchflussmengen werden bereits eine Reihe an Geräten angeboten. Oftmals sind diese Lösungen aber hinsichtlich ihrer Funktionalität und Montage zu unflexibel. Mit der Reihe SM89x-SM9xx stellt ipf electronic daher magnetisch-induktive Sensoren für die Durchflussmessung, Dosierung und Temperaturmessung von leitfähigen Medien vor, die sich für den hochflexiblen Einsatz selbst unter anspruchsvollen Umgebungsbedingungen eignen. Die komplett in Edelstahl ausgeführten Geräte der Reihe bestehen aus einer kompakten Einheit aus Sensor sowie Auswerteelektronik und dienen vor allem zur Messung kleinerer und mittlerer Durchflüsse in Rohrleitungen. Sie werden in sieben Gerätevarianten für verschiedenste Prozessanschlüsse angeboten (G1/4, G1/2, G3/4 und G1), die Messbereiche von 0,01 l/min bis 100 l/min abdecken. Darüber hinaus überzeugen die Sensoren bspw. bei der Überwachung von Dosierungen durch präzise Ansprechzeiten von teilweise unter 100 Millisekunden.
Display für die einfache Konfiguration
Nahezu alle Einstellungen lassen sich über die vier Tasten des gut ablesbaren Farb-Digitaldisplays vornehmen und hierbei u.a. Funktionen für die Dosierung oder Temperaturmessung (PT1000) auf Schnellwahltasten legen, um bei der Auswahl nicht umständlich durch einzelne Menüebenen navigieren zu müssen. Das Display bietet zudem zahlreiche Optionen für die Vor-Ort-Konfiguration und -Kalibrierung, um die Sensoren auf nahezu jede Messsituation vorzubereiten. Die Anzeige warnt auf Wunsch mit wechselnder Farbe vor Grenzwertüberschreitungen und visualisiert neben dem Messwert der entsprechenden Einheit (l/min, l/h, m3/h, l/s, gal/m, gal/h, °C, °F) auch Zusatzinformationen.
Auf Anfrage können die Lösungen als zweiteilige Systeme selbst für Umgebungstemperaturen von -40°C bis +140°C (optional auch für Medientemperaturen bis +140°C) ausgelegt werden. Flexibel sind die neuen Sensoren nicht nur durch ihre breitgefächerten Einsatzmöglichkeiten, sondern auch im Hinblick auf die Montage. Da das Farbdisplay in 90°-Schritten digital drehbar ist, können die Geräte in nahezu jeder Einbaulage mit stets gut bedienbarem und ablesbarem Display installiert werden.
Barcode-Identifikation: Mit besten Empfehlungen der KI
Bei der Barcode-Identifikation von Gütern kann sich der Einsatz von Künstlicher Intelligenz (KI) auszahlen. Sowohl bei der Inbetriebnahme einer Anlage als auch im laufenden Betrieb lassen sich Störfaktoren einfach und schnell identifizieren.
Sensorik

Barcodeleser sind Sensoren, die in der Produktion oder Logistik Güter und Material identifizieren. Dazu erfassen sie unterschiedlich genormte Strichcodes und liefern deren IDs an ein übergeordnetes System. Für den Einsatz in automatisierten Anwendungen ist das wesentliche Ziel, eine möglichst hohe Lesegüte, auch als Lesequalität bezeichnet, zu erreichen: Grundsätzlich erfassen Barcodeleser die Labels mit unterschiedlicher Qualität, die sich in prozentualer Abstufung angeben lässt. Der Prozentwert bezieht sich dabei auf das abgetastete Kontrastverhalten. Liegt der Wert unter einer bestimmten Schwelle, wird das Label nicht mehr gelesen. Eine Herausforderung für Anlagenbetreiber ist es, möglichst schnell die Barcodeleser zu finden, die keine ausreichende Lesequalität liefern und die Gründe dafür zu identifizieren – ohne zusätzliche Daten zu möglichen Fehlerquellen kann das einen großen Aufwand bedeuten. Insbesondere in großen Anlagen, etwa in der Intralogistik, mit bis zu 1.000 Barcodelesern und kilometerlangen Transportwegen, gleicht das der Suche nach der Nadel im Heuhaufen: Im Zweifel muss ein Techniker unter Zeitdruck den kompletten Weg eines Transportgutes nachverfolgen, um einen schlecht ausgerichteten Sensor oder die Störfaktoren aus dessen direkter Umgebung zu identifizieren. Erschwerend hinzu kommen Grenzfälle wie: Der Barcodeleser ist einigermaßen ausgerichtet und liest meistens, dennoch erfasst er Labels gelegentlich nicht. Etwa, weil er leicht schräg steht, nur im Grenzbereich liest oder andere Faktoren, wie Labels von ungenügender Qualität, eine Rolle spielen.
Einflussfaktoren auf die Lesequalität
Entsprechende Daten zu generieren, um die Fehlerursachen zu finden, ist über die Barcodeleser selbst jedoch nur bedingt möglich. Zwar überwachen die Sensoren ihren eigenen Status und übermitteln bei Bedarf Daten über OPC UA an das übergeordnete System. Allerdings funktioniert diese Selbstüberwachung nur sehr eingeschränkt – ein Sensor betrachtet lediglich die eigene Sicht. Das heißt, er sendet Informationen wie „Ich lese gerade“, „Ich lese besonders gut“ oder „Ich lese besonders schlecht“ – also seine ermittelte prozentuale Lesegüte. Den Grund für eine schlechte Lesequalität kann das Einzelgerät jedoch nicht erkennen. Hierfür gibt es drei mögliche Einflussfaktoren: das Gerät selbst, das Barcode-Label oder Störfaktoren aus der Umgebung. Mögliche Fehlerquellen in Bezug auf den Barcodeleser selbst sind beispielsweise eine schlechte Ausrichtung auf die zu erfassenden Labels oder ein technischer Defekt. Labels wiederum können beschädigt, verschmutzt oder schlecht gedruckt sein, was je nach Grad der Beschädigung oder Bedruckung die Lesequalität nur senkt oder eine Identifikation ganz verhindert. Zu den Störfaktoren aus der Umgebung zählen unter anderem Vibrationen, Staub und Blendung durch Sonneneinstrahlung oder Strahler im Hintergrund. Auch Feuchtigkeit, beispielsweise in Tiefkühllagern, kann ein Störfaktor sein, wenn dadurch die Sichtscheibe des Barcodelesers beschlägt.
Künstliche Intelligenz liefert die Zusammenhänge
KI kann dabei helfen, die unterschiedlichen Ursachen voneinander zu trennen und damit die Gründe für Störungen oder eine schlechte Lesequalität schnell zu erkennen. Leuze arbeitet dazu gemeinsam mit einem Automobilhersteller an einer Lösung, die Sensoren mit Daten aus dem Gesamtkontext anreichert. Von Vorteil ist, dass die Barcodeleser wie gewohnt einsetzbar bleiben, ohne dass dies beim Kunden zusätzlichen Aufwand in der Installation generiert. Dabei geht es um große Datenmengen: Viele Labels kommen im Laufe des Prozesses an vielen Barcodelesern vorbei und werden an unterschiedlichen Einbauorten gelesen. Dadurch ergibt sich der Gesamtkontext. Mathematisch lässt sich dieser Gesamtkontext durch eine Gleichung mit vielen Unbekannten beschreiben – unzählige Barcodeleser, noch häufiger auftauchende Labels und verschiedene Einbauorte der Leser. An jeder Station und zu jedem Label gibt es ein unterschiedliches Ergebnis für die Lesequalität in Prozent. KI löst dieses komplizierte Gleichungssystem auf und beantwortet die Fragen, ob sich eine schlechte Lesequalität stets bei einem bestimmten Barcodeleser, nur bei einem Label oder einem bestimmten Labeltyp oder immer an einem bestimmten Einbauort zeigt.
Maschinelles Lernen über Recommendation-Algorithmen
Leuze setzt hierfür auf Recommendation-Algorithmen, also auf KI-basierte Empfehlungsmethoden. Das sind die gleichen Methoden, wie sie beispielsweise auch von Streaming-Diensten verwendet werden, um das Nutzerverhalten auszuwerten und darauf basierend entsprechende Filme oder Serien zu empfehlen. In Analogie zu dem Nutzerverhalten entsprechen die Barcodes den Filmen und die Barcodeleser den Nutzern dieser Streaming-Dienste. Der Recommendation-Algorithmus bewertet somit ein Label als mehr oder weniger „attraktiv“ für unterschiedliche Barcodeleser. Auf diese Weise lässt sich ermitteln, welcher Sensor oder welches Label mit einem gewissen Prozentsatz „unattraktiv“, also grenzwertig oder auffällig ist.
Per Edge Device oder Cloud
Technisch lässt sich eine solche KI-basierte Lösung über Edge Devices oder über eine Cloud umsetzen, abhängig von den Kundenwünschen und von der jeweiligen Anlage. Ein Edge Device ist ein separates Gerät in der Nähe eines Sensorverbundes, das dessen Daten sammelt, analysiert und weitergibt. Es lassen sich auch mehrere Edge-Devices miteinander verbinden. Weil ein Edge Device im Sinne einer Zwei-Wege-Kommunikation Daten nicht nur sammelt und auswertet, sondern die Analyse an den Sensor zurückspielt, kann ein Barcodeleser diese Information auch weitergeben und melden, dass ein Problem besteht. Der Vorteil dabei: Die IT-Architektur des Kunden muss nicht verändert werden. Alternativ ist ein Betrieb über eine Cloud möglich, beispielsweise, wenn Daten über räumlich getrennte Orte zusammengeführt werden sollen.
Großes Einsparpotenzial
Der Ansatz von Leuze, KI-basierte Empfehlungen für die Fehleridentifikation zu nutzen, bietet sowohl bei der Inbetriebnahme als auch im laufenden Betrieb einer Anlage enorme Vorteile. Eine schnelle Inbetriebnahme spart Zeit und Kosten. Hier ist es nutzbringend, wenn sich die Ursachen schlechter Lesequalität umgehend offenbaren. Im laufenden Betrieb wiederum ermöglicht die Methode eine vorausschauende Wartung (Predictive Maintenance). Heißt: Zeichnet sich ab, dass ein Stillstand erforderlich wird, können Anlagenbetreiber rechtzeitig geeignete Maßnahmen ergreifen und beispielsweise vorproduzieren, vorauslagern und damit die Lieferperformance Richtung Kunden hochhalten. Diese Früherkennung kann von Daten aus teils mehreren Jahren Betrieb profitieren. Zudem lernt das System laufend dazu. Der Einsatz von KI zahlt sich so in jedem Fall aus, wenn es darum geht, Störfaktoren bei der Barcode-Identifikation von Gütern schnell und zuverlässig zu erkennen.

Drücke schalten nur per Fingertipp? Der nagelneue P.Touch Druckschalter wird über ein farbiges Touchdisplay bedient und macht dies möglich. AMSYS bietet mit dem neuen P.Touch einen medienresistenten Druckschalter für Hydraulikflüssigkeiten oder Wasser im Bereich von 10 bar bis 600 bar an. Das drehbare Display und die (programmierbare) farbige Codierung ermöglichen eine rasche Sichtkontrolle und per IO-Link eine Kontrolle aus der Ferne.
Zwei Schaltausgänge mit 200 mA Schaltstrom erlauben die direkte Ankopplung gängiger Relais und vieler Ventile. Alternativ steht ein Analogausgang zur Verfügung. Per IO-Link lassen sich die Sensoren auch nachträglich in ein herstellerübergreifendes Industrie-4.0-konformes Sensornetzwerk integrieren wodurch die volle Funktionalität des Sensors auch zentral im Netzwerk zur Verfügung steht. Ein zentrales Warnsystem (predictive maintenance) ist damit einfach zu realisieren, die Bedienung und Programmierung der Anlage kann übersichtlich aus der Ferne erfolgen. Auch ohne direkten Zugang zur Anlage kann diese überwacht werden.
Bedienung über Touchdisplay
Alternativ bietet das farbige Touchdisplay nicht nur eine unmittelbare Rückmeldung über die Steuergröße, sondern ermöglicht eine intuitive Bedienung ohne langwieriges Studieren des Handbuchs. Zur schnellen Erfassung des jeweiligen Zustands sind die Displayfarben auch programmierbar und stellen so eine weitere Feedbackmöglichkeit dar. Einstellbare Hysterese, Fensterkomparator und weitere state-of-the-art features erlauben einen weiten Einsatzbereich.
Anwendung findet der neue Druckschalter von AMSYS insbesondere in der Prozessindustrie bei Relativdrücken von 10 bis 600 bar. Dank verschiedener Dichtungsmaterialien und des aus 1.4404er Edelstahls gefertigtem Druckanschlusses stellen auch aggressive Medien mit Temperaturen im Bereich von -25..100 °C für den P.Touch kein Problem dar. Er wird über das G1/4“ Innen- oder Außengewinde an die Verrohrung angeschlossen, der elektrische Anschluss erfolgt über einen M12 Stecker, der auch die Versorgungsspannung von 9..30 V zuführt.
Weg- und Winkelmesstechnik mit IO-Link Schnittstelle
Daten intelligenter Positionssensoren einfach nutzbar machen
Industrie 4.0, Messtechnik, Sensorik

Bei Positionssensoren steht im Hinblick auf Industrie 4.0 die Kommunikationsfähigkeit im Fokus und IO-Link als die erste hierfür weltweit zertifizierte IO-Technologie (IEC 61131-9) ist ein zentrales Thema. Dank ihr wird die Intelligenz der Sensoren in vollem Umfang für den Automatisierungsverbund nutzbar, was einen deutlichen Mehrnutzen ohne Mehrkosten bedeutet. Novotechnik hat deshalb gleich eine ganze Reihe an Weg- und Winkelsensoren mit IO-Link-Schnittstelle im Programm. Dazu gehören beispielsweise robuste Singleturngeber der Baureihe RFC-4800. Sie haben sich bereits in vielen industriellen und mobilen Anwendungen bewährt, sind kompakt, leicht zu installieren und erfassen den Drehwinkel über volle 360 Grad mit einer Auflösung von bis zu 14 Bit. Weitere Sensoren mit IO-Link sind beispielsweise der absolute, magnetostriktive Wegaufnehmer TH1 in Stabform zur direkten Integration in Hydraulikzylinder sowie die Wegaufnehmer TP1 (magnetostriktiv) und TF1 (induktiv) in Profilbauform. Letzterer ist dank einer Update-Rate von 10 kHz für extrem schnelle Positionieranwendungen geeignet. Da all diese Sensoren berührungslos arbeiten, ist ihre mechanische Lebensdauer praktisch unbegrenzt.
Mehrwert ohne Mehrkosten
Automatisierungstechnik und Maschinenbau können von den Positionssensoren mit IO-Link-Schnittstelle gleichermaßen profitieren (Bild 2): Bei der Inbetriebnahme kann der Anwender Parameter wie z. B. Nullpunkt oder Verfahrrichtung einfach verändern und somit die Variantenvielfalt verringern. Neben der reinen Positionsinformation lassen sich zudem weitere Informationen wie Status- bzw. Diagnosemeldungen und statistische Daten zur Betriebszeit oder zu Umweltbedingungen (z.B. Temperatur) austauschen. Fehler im Regelkreis sind rasch lokalisierbar, da die Einstellparameter zentral gespeichert sind. Ein Sensor kann daher auch in kurzer Zeit getauscht und einfach neu parametriert werden. Die Installation ist praxisgerecht und die Sensoren lassen sich problemlos in ethernet- oder feldbusbasierte Kommunikationsnetze integrieren. Condition-Monitoring- und Predictive-Maintenance-Konzepte werden dadurch realisierbar.

Je nach Ausstattung, Basic oder Advance, können weitere Parameter per APP via NFC eingestellt werden. Nach dem Download der Wachendorff WDGN-App auf das Smartphone können die gewünschten Parameter und Werte berührungs- und spannungslos konfiguriert werden, ggfls. auch durch die Umverpackung. Erstellte Drehgeber-Konfigurationen können unter unterschiedlichen Namen abgespeichert, jederzeit wieder geladen und auf einen anderen Geber übertragen werden. Damit können bei unterschiedlichen Anwendungen gespeicherte Konfigurationssätze für den Drehgeber verwendet werden. Den Konfigurationssatz eines Drehgebers lassen sich jederzeit nach Eingabe der PIN auslesen, speichern, teilen und für andere Drehgeber weiterverwenden. Für die Sicherheit wird das Prinzip PIN und PUK verwendet.
Für den Anwender ergeben sich verschiedene Vorteile:
In der Entwicklungsphase, bei Unsicherheiten welche Impulszahl der Drehgeber zum optimalen Lauf einer Applikation benötigt, bietet der WDGN-Drehgeber die nötige Flexibilität, die optimale Impulszahl auszutesten. Sobald die optimale Konfiguration steht, erhält der Anwender für den Einsatz in der Serie einen Drehgeber in der gleichen technologischen Ausstattung – aus Kostengründen jedoch ohne NFC-Antenne. Eine zweite Qualifizierung ist nicht mehr erforderlich.
Optimales Ersatzteil-, Logistik- und Lagermanagement wird möglich. Nie wieder wird ein Drehgeber mit einer falschen Impulszahl versendet. Denn mit der kostenlosen App auf dem Smartphone wird per NFC, ganz ohne Internetverbindung, mit dem Drehgeber kommuniziert und die gewünschten Parameterwerte können vom Empfänger just-in-time eingestellt werden.
Die WDGN-Drehgeber bieten in der Anwendung eine sehr hohe Auflösung von bis zu 16.384 I/U in sehr kompakter Ausführung ab 36 mm. Damit können hochpräzise Messungen auf kleinstem Bauraum realisiert werden.
Sensor für die individuelle magnetische Bewegungsmessung
Absolutmessung für lange Wege in linearen und rotierenden Anwendungen
Motoren & Antriebstechnik, Sensorik

Der neue Multi Adaptive Range Sensor MARS von BOGEN liest Magnetmuster mit anpassbaren Polbreiten in linearen und rotierenden Anwendungen. Damit werden Bewegungsmessungen mit Hilfe von Magnetringen in praktisch unbegrenzter Größe und Magnetbändern möglich. So kann das Magnetmuster eines Magnetrings perfekt auf individuelle Wellengrößen und dem daraus resultierenden Umfang des Magnetrings adaptiert werden. Dies gilt sowohl für Magnetringe mit Wellendurchmessern von mehr als 6 m als auch für sehr lange lineare Anwendungen mit Messlängen von bis zu 19,3 m.
Schnell und zuverlässig messen
Die schnelle und zuverlässige Abtastschaltung ermöglicht sowohl Positionsrückmeldungen über BiSS-C und SSI-Schnittstelle als auch zusätzliche Geschwindigkeitsrückmeldungen über Sinus/Cosinus-Signale. Mit Arbeitsgeschwindigkeiten von bis zu 20 m/s, Auflösungen von bis zu 0,29 µm und schneller Positionsaktualisierung von 15 µs ist dieser Sensor die ideale Lösung für hohe Anforderungen bei der Messung von Geschwindigkeit.
Der neue Sensor von BOGEN ist in einem kompakten IP67-Gehäuse mit schleppkettentauglichem Hiflex-Kabel untergebracht. Montagetoleranzen größer als 1 mm und eine LED, die die korrekte Ausrichtung des Sensors und andere Informationen anzeigt, gewährleisten einen einfachen Einbau. Minimale Abmessungen machen den Multi Adaptive Range Sensor MARS zum kompaktesten seiner Klasse.
Mehr Sicherheit bei geringerem Verbrauch
Energieeinsparungen in medizinischer Einrichtung sind mit einem Wartungsprogramm für Wärmeeffizienz umgesetzt worden
Sicherheit & Industrieversorgung

Wartungstechniker hatten früher viel mit Feuerwehrleuten gemeinsam. Wenn in einer Anlage etwas ausfiel, traten sie in Aktion, um das Problem zu beheben und den Betrieb wieder in Gang zu bringen. Heutzutage geht es bei der Wartung zunehmend darum, Probleme zu erkennen und zu beseitigen, bevor ein Problem auftritt, das ein Gesundheits- und Sicherheitsrisiko für Personal und Anlagen darstellen kann. Dieser vorbeugende Ansatz ist dank neuer Test- und Messgeräte möglich, um Anlagenfehler zu erkennen.
Bei der vorbeugenden Wartung geht es nicht nur darum, schwerwiegende Ausfälle zu verhindern, sondern auch darum, Prozesse zu verbessern, sie effizienter und nachhaltiger zu gestalten und ein sicheres Arbeitsumfeld zu gewährleisten. Nehmen wir zum Beispiel den Energieverbrauch. Die Gas- und Strompreise steigen weltweit rapide und setzen Unternehmen zunehmend unter Druck, neue Wege zu finden, den Energieverbrauch zu senken. Die richtigen Test- und Messinstrumente zur Erkennung von Energieverschwendung aufgrund von unzureichender Gebäudeisolierung, undichten Gasleitungen oder verschlissenen und veralteten elektrischen Komponenten bieten die Möglichkeit, wertvolle Energieressourcen zu sparen und zusätzliche Kosten zu vermeiden. Gesundheit und Sicherheit sollten bei der vorbeugenden und vorausschauenden Wartung höher eingestuft werden als Kosteneinsparungen. Wartungsmanager sind heute weltweit auf die Leistungsfähigkeit elektronischer Test- und Messgeräte und Software angewiesen, um bei der vorbeugenden und vorausschauenden Wartung eine schnelle und effektive Fehlersuche durchführen zu können.
Vorbeugende Wartung für optimale Patientenversorgung
Mediclinic, eine internationale Krankenhausgruppe mit Niederlassungen in Südafrika, Namibia, der Schweiz und den Vereinigten Arabischen Emiraten, hat seit langem erkannt, wie wichtig kontinuierliche Verbesserungen sind, um nicht nur eine erstklassige Patientenversorgung zu bieten, sondern auch die Nachhaltigkeit voranzutreiben, um kritische Ressourcen besser zu verwalten. In Südafrika sind der Preis und die Verfügbarkeit von Strom und Gas ein wichtiges Anliegen für Krankenhäuser. Da die Versorgung nicht ausreicht, um den Bedarf zu decken, kommt es im Land häufig zu Stromausfällen.
Petrus Swanepoel, Sustainability Manager bei Mediclinic Southern Africa, ist für die effiziente Nutzung natürlicher Ressourcen verantwortlich. Er entwickelt neue Prozesse, um die Nachhaltigkeitsziele und -prinzipien des Unternehmens zu unterstützen. Alle Menschen sollten dazu beitragen, die wachsende Belastung lebenswichtiger Ressourcen weltweit zu verringern. Laut Swanepoel konzentriert sich Mediclinics Philosophie der kontinuierlichen Verbesserung nicht nur auf die Kostensenkung durch weniger Energieverschwendung, sondern arbeitet auch daran, einen positiven Einfluss auf die Umwelt und die Qualität der Patientenversorgung in ihren Krankenhäusern zu gewährleisten.
Mediclinic in Südafrika beauftragte ein auf Thermografie spezialisiertes Beratungsunternehmen, KN Thermography, mit der Überprüfung der Wärmeeffizienz seiner Krankenhausinfrastruktur und dem Erarbeiten von Verbesserungsvorschlägen. Die jährlichen Inspektionen wurden von Rodney Kleynhans, Head of Thermography bei KN Thermography, durchgeführt und umfassten auch die Bewertung der Gebäudedämmung. Mediclinic Southern Africa hat durch die Inspektionen erhebliche Verbesserungen bei der Wärmeeffizienz und hohe Energieeinsparungen erzielt. Die Rolle der Thermografie im Wartungsprogramm hat sich vor kurzem auch auf die Inspektionen von Lecks bei medizinischen Gasen ausgeweitet, nachdem ein neues Handgerät zum Einsatz kommt.
Gase für die Behandlung im Krankenhaus
Anästhesisten verwenden Lachgas (N2O) und ein Narkosemittel, um Patienten während einer Operation zu betäuben. Die Gase werden in Flaschen geliefert, die in den Technikräumen des Krankenhauses gelagert und über ein Leitungsnetz mit den Operationssälen verbunden sind. Medizinischer Sauerstoff wird weltweit in großem Umfang zur Behandlung schwerkranker und an Corona erkrankten Patienten eingesetzt. Auf dem Höhepunkt der Pandemie ist der Verbrauch von medizinischem Sauerstoff weltweit sprunghaft angestiegen.
Da es sich bei Sauerstoff um ein vitales Gas handelt, mag es überraschend klingen, dass Lecks dieses reaktiven Gases potenziell sehr gefährlich sein können. Die Luft, die wir atmen, besteht zu 21 % aus Sauerstoff. Schon eine geringfügig höhere Sauerstoffkonzentration in der Luft von etwa 24 % kann zu einer gefährlichen Situation führen, in der sich ein Feuer viel leichter entzündet und heftiger brennt als in normaler Luft. Fast alle Materialien brennen in Kombination mit Sauerstoff sehr ausgeprägt, wodurch sich ein Feuer sehr schwer löschen lässt. Ein Leck an einem Ventil oder Schlauch, das reinen Sauerstoff in einen unbelüfteten Raum einleitet, stellt daher ein potenzielles Gesundheitsrisiko dar.
Die Exposition gegenüber Lachgas über einen längeren Zeitraum kann auch für das medizinische Personal gesundheitsschädliche Auswirkungen haben – mit Symptomen, die von Kopfschmerzen und Müdigkeit bis hin zu Fehlgeburten oder Leber- und Nierenerkrankungen reichen.
Zum Schutz der Mitarbeiter und der Patientensicherheit im Krankenhaus kommt es daher darauf an, Lecks dieser beiden Gase zu reduzieren.
Herstellung medizinischer Gase
Obwohl diese Gase in der Natur im Überfluss vorhanden sind, haben der Extraktionsprozess und die anschließende Komprimierung für die Lagerung und den Transport medizinischen Sauerstoff und Lachgas zu einem hoch geschätzten Gut gemacht.
Sowohl medizinischer Sauerstoff als auch Stickstoff zur Herstellung von Lachgas sind Produkte einer Luftzerlegungsanlage (ASU; Air Separation Unit). Diese trennt atmosphärische Luft in ihre Hauptbestandteile. Zunächst saugt sie Umgebungsluft an und entfernt Verunreinigungen, bevor die Luft über einen Wärmetauscher auf -175 °C abgekühlt wird. Bei dieser niedrigen Temperatur sinkt der Sauerstoff nach unten, während Stickstoff sich nach oben absetzt und Argon in der Mitte verbleibt. Die Gase lassen sich leicht trennen und in Gasleitungen zu den Kunden transportieren oder zu einer Flüssigkeit abkühlen und vor dem Transport in Tanks zwischenlagern. Der Prozess des Trennens, Verdichtens und Speicherns ist sehr energieintensiv. Entscheidend ist, dass diese wertvollen Ressourcen nicht verschwendet werden.
Aufspüren von Gaslecks
Es war nicht immer einfach, undichte Stellen im Leitungsnetz für medizinische Gase in einem Krankenhaus zu finden. Zu den traditionellen Methoden der Lecksuche zählen das Hören auf Zischgeräusche oder das Bestreichen von Verbindungsstellen mit Seifenlauge und die Suche nach Blasen. Bei der Lecksuche ist zu beachten, dass einige Komponenten eines Gasverteilungssystems besonders anfällig sind, z. B. Verbindungen und Anschlüsse, die immer zuerst überprüft werden sollten.
Eine Druckprüfung könnte durchgeführt werden, die jedoch voraussetzt, dass sich ein Benutzer am anderen Ende der Leitung befindet, was in einer Krankenhausumgebung nicht immer planbar ist. Die Seifenlaugen-Methode ist ineffizient und unangemessen aufgrund der Größe der Gasleitungen, die durch ein Krankenhaus verlaufen. Während der Corona-Pandemie kam es vor allem darauf an, die Anzahl der Wartungsmitarbeiter vor Ort zu begrenzen, was das Team von KN Thermography dazu veranlasste, eine Ultraschall-Leckprüfung einzuführen.
Ultraschallgeräte verwenden Mikrofone, um die mit entweichender Luft oder Gas verbundenen Geräusche in einem Frequenzbereich von 38 bis 42 kHz zu identifizieren. Ältere Geräte wandeln den in diesem Bereich aufgenommenen Schall in hörbare Töne um und sind daher auf das menschliche Gehör angewiesen, um zu erkennen, ob es sich bei dem erfassten Geräusch um ein Leck handelt oder nicht. Das macht die Erkennung subjektiv und von den Fähigkeiten und der Schulung der Mitarbeiter abhängig. Jüngste Entwicklungen bei industriellen akustischen Bildgebern (Acoustic Imagers), wie z. B. dem Fluke ii900, führten dazu, dass die Geräte jetzt mit einer Reihe von Mikrofonen ausgestattet sind, die eine Visualisierung des Schallfelds in einem erweiterten Sichtfeld ermöglichen. Dadurch können Wartungsteams Lecks in Gasverteilungssystemen schnell und genau visuell lokalisieren.
Lecks werden deutlich auf einem LC-Display angezeigt, sodass auch Nutzer mit wenig bis gar keiner Erfahrung diese sofort erkennen können. Acoustic Imager können die Entfernung zum Ziel messen und die Größe des Lecks abschätzen, wodurch es einfacher wird, die Kosten eines Lecks abzuschätzen und einen Reparaturplan zu erstellen.
Mit dem Fluke ii900 Industrial Acoustic Imager konnte KN Thermography eine schnelle visuelle Inspektion aller Leitungen durchzuführen, die Lachgas aus dem Untergeschoss der Mediclinic-Krankenhäuser in die Operationssäle und die Sauerstoffversorgung an die Patientenbetten leiten. Die im Verteilungsnetz entdeckten Lecks wurden behoben und die damit verbundenen Verluste reduziert, was die Sicherheit von Patienten und Personal erhöht.
Kontinuierliche Verbesserungen
Die Mediclinic Group stellt die Patienten in den Mittelpunkt ihres Handelns. Sie ist sich der Notwendigkeit bewusst, ständig nach Möglichkeiten zu suchen, um Prozesse, Erfahrungen und Arbeitspraktiken zu verbessern. Börsennotierte Unternehmen müssen heute Nachhaltigkeitsziele erfüllen. Swanepoel erklärte dazu: „Es reicht nicht mehr aus, sich nur von Vorschriften oder Gesetzen leiten zu lassen. Alle Unternehmen stehen unter großem Druck, ihre gesamte Nachhaltigkeitsstrategie zu überprüfen. Die Frage, die künftige Generationen stellen werden, lautet: Was habt ihr getan, um die nachhaltigen Ergebnisse eurer Tätigkeit zu verbessern? Für unser Team reicht es nicht mehr aus, Wartungsarbeiten als Aufrechterhaltung des Betriebs zu betrachten, sondern als Prozess der kontinuierlichen Verbesserung. Ebenso reicht es nicht mehr aus, nur den Stromverbrauch im Krankenhaus zu senken. Wir müssen auch darüber nachdenken, wie wir Verschwendung in allen Bereichen des Unternehmens beseitigen und die Belastung der Ressourcen während des Betriebs reduzieren. Wenn wir jetzt nicht handeln, werden wir in Zukunft zum Handeln gezwungen sein – und das wahrscheinlich zu wesentlich höheren Kosten.“
Autor: Francesco Pagin, Channel Manager Europa und Afrika, Fluke
Mit Sicherheit aus einer Hand
Retrofits respektive die Überholung von Altanlagen legen eine ganzheitliche Betrachtungsweise nahe. Auf Wunsch führte EUCHNER Safety Services das komplette Konformitätsbewertungsverfahren mit Risikobeurteilung und Sicherheitskonzept, der Verifikation, den notwendigen Umbauten sowie Validierung durch. Mit der finalen CE-Kennzeichnung bürgt Euchner dafür, dass die Maschine nach Abschluss aller Maßnahmen in ihrer Gesamtheit den Anforderungen der Maschinenrichtlinie 2006/42/EG entspricht.
Sicherheit & Industrieversorgung

Mit einem „All-in-One“ Dienstleistungspaket hat Euchner Safety Services eine rund 30 Jahre alte Korbverseilmaschine des Stuttgarter Kabelherstellers Lapp elektro-, steuerungs- und sicherheitstechnisch auf den Stand der Technik gebracht. „Euchner Safety Services hat das Konformitätsbewertungsverfahren mit Risikobeurteilung und Sicherheitskonzept, Verifikation und der Validierung sowie die Umsetzung der notwendigen Maßnahmen durchgeführt.“, betont Markus Pressel, bei Lapp verantwortlich für Prozessentwicklung und Maschinentechnologie. Für die Umbaumaßnahmen hatte Lapp mit einem Produktionsstillstand von 14 Arbeitstagen kalkuliert. Euchner Safety Services schloss den kompletten Umbau inklusive Inbetriebnahme mit insgesamt zehn Arbeitstagen ab und konnte die Anlage damit schneller als geplant wieder dem Produktionsprozess übergeben.
Maschinen und Anlagen verlangen im Laufe ihres Lebenszyklus und parallel zum technologischen Fortschritt in regelmäßigen Abständen Anpassungen in den Bereichen Elektro-, Steuerungs- und Sicherheitstechnik. Mitunter sind punktuelle Updates ausreichend. Überlagern sich funktionale Aspekte und Anforderungen, ist ein integriertes Sicherheits- und Automatisierungskonzept sinnvoll. Retrofits von Altanlagen rechnen sich, wenn die grundlegende Hardware sowie die mechanischen Komponenten im Kern in Ordnung sind. Ein Retrofit spart natürliche Ressourcen und stellt, professionell durchgeführt, eine wirtschaftliche Alternative zum Erwerb einer Neuanlage dar.
Der mit der Konformitätserklärung einhergehende Risikobeurteilungs-, Validierungs- und Dokumentationsprozess ist anspruchsvoll, zeitaufwändig und erfordert ein hohes Maß an fachlich-normativer Kompetenz. Euchner Safety Services unterstützt Hersteller und Betreiber bereits in der frühen Planungs- und Entwicklungsphase: Der Sicherheitsspezialist berät, begleitet und führt das Konformitätsbewertungsverfahren auf Wunsch durch.
Zum Leistungsumfang zählen neben dem Safety Design und der Softwareanpassung die Durchführung aller gebotenen Umbaumaßnahmen, die Elektro- und Fluid Konstruktion, den Schaltschrankbau, die Installation und Montage sowie die komplette Dokumentation. Nach Abschluss der Maßnahmen entsprechen die rundum erneuerten Maschinen in ihrer Gesamtheit den Sicherheits- und Gesundheitsschutzanforderungen der Maschinenrichtlinie 2006/42/EG und stehen dem Produktionsprozess in der Regel für viele weitere Jahre zur Verfügung.
Berührungslose Sicherheitsschalter
RFID- oder Magnet-codierte Schalter für betriebssichere Maschinen und Anlagen.
Sensorik, Sicherheit & Industrieversorgung

Sicherheitsschalter sind für Schutzabdeckungen wie Türen, Klappen und Hauben konzipiert. Die Vorrichtung besteht aus zwei Teilen, dem Leseknopf und dem Betätiger. Der Lesekopf wird am feststehenden Teil der Schutzeinrichtung montiert und über eine Zuleitung mit der Steuerung verbunden. Der Betätiger hat seinen Platz am beweglichen Teil der Schutzeinrichtung. Die Maschine kann nur dann in Betrieb genommen werden, wenn der Sicherheitskreis – sprich die Schutztür – geschlossen ist. Ein Öffnen der Tür führt automatisch zum sicheren Abschalten der Anlage.
norelem bietet Sicherheitsschalter in den Ausführungen „magnetisch codiert“ und „RFID-codiert“ an. Beide Ausführungen arbeiten berührungslos, sodass ein mechanischer Verschleiß vermieden wird. Der Vorteil für den Anwender: weniger Wartungsaufwand und eine längere Lebensdauer.
Hoher Schutz gegen Umwelteinflüsse
Die magnetisch codierten Sicherheitsschalter nutzen ein codiertes Magnetsystem mit hohem Schaltabstand und großer Toleranz gegenüber einem möglichen Versatz oder Vibrationen an der Schutztür. Eine Aktivierung kann ausschließlich mit einem passenden Betätiger erfolgen. Auf diese Weise ist ein hoher Manipulationsschutz gewährleistet. Die Elektronik befindet sich in einem vollständig vergossenen Gehäuse. Je nach Ausführung wird der Schaltzustand über eine LED angezeigt. Diese Sicherheitsschalter sind vollständig staub- und wassergeschützt (Schutzart IP 67) und erfüllen die Normen ISO 13849-1, IEC 60947-5-3 sowie BG-GS-ET-14.
Die RFID-codierten Sicherheitsschalter arbeiten ebenfalls berührungslos über RFID. Anwender können bis zu 31 Sensoren in Reihe schalten – so sind diese Produkte auch für Anlagen geeignet, bei denen mehrere Schutztüren zu überwachen sind. Es stehen zwei Betätigungsweisen zur Verfügung: Die universelle Codierung, bei der jeder geeignete Betätiger vom Sicherheitsschalter erkannt wird. Die Alternative ist die individuelle Codierung: Hierbei müssen die Betätiger dem Sicherheitsschalter durch einen Anlernvorgang bei der Inbetriebnahme zugeordnet werden, um erkannt zu werden. Die RFID-codierten Sicherheitsschalter sind ebenfalls vollständig staub- und wassergeschützt (Schutzart IP 67) und erfüllen die Normen ISO 13849-1, IEC 60947-5-3, EN62061 sowie IEC 61508.
A
AMSYS GmbH & Co. KG 21B
Beckhoff Automation GmbH 11 BOGEN Magnetics GmbH 22C
COGNEX Germany Inc 16D
E
ecom instruments GmbH 14 Elec-Con 17 Euchner GmbH & Co. KG 23F
Fluke Europe B.V. 23G
GTM Testing And Metrology GmbH 18H
HARTING KGaA 10I
IDS Imaging Development Systems GmbH 16 imc Test & Measurement GmbH 18 Inovance Technology Europe GmbH 19 ipf Electronic GmbH 21J
K
Kontron Europe GmbH 10L
LEUZE electronic GmbH + Co. KG 21M
maxon motor GmbH 20 Mitsubishi Electric Europe B.V 15 Murrelektronik GmbH 8N
norelem Normelemente KG 23 Novotechnik Messwertaufnehmer OHG 22P
Pepperl + Fuchs SE 16 PFLITSCH GmbH & Co. KG 8 Polytec GmbH 18 Portescap S.A. 20 Posital GmbH 9 ProSoft GmbH 15R
Replique 12 Rodriguez GmbH 19S
SICK AG 9 SYMEO GMBH 9U
W
Wachendorff Automation GmbH & Co. KG 22Y
TIMGlobal Media BV
Ruhrallee 185 - 45136 Essen - Deutschland
o.erenberk@tim-europe.com - www.ien-dach.de
- Redakteur:Kay Petermann k.petermann@tim-europe.com
- Associate Publisher:Marco Marangoni m.marangoni@tim-europe.com
- Marketingleiter:Marco Prinari m.prinari@tim-europe.com
- Web/Newsletter:Marco Prinari m.prinari@tim-europe.com
- Geschäftsführer:Orhan Erenberk o.erenberk@tim-europe.com
Verlagsrepräsentanten
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +41 41 850 44 24
Tel: +44 (0)79 70 61 29 95
Tel: +49-(0)9771-1779007
Tel: +33 1 842 00 300
Italy, Slovenia
Tel: +39-02-7030 0088
Tel: +90 (0) 212 366 02 76
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631